-

提升仓库的管理效率1仓库管理流程2仓库管理的原则1、见单作业,按单作业有出入库单据才能发收物料,并且严格按照单据上的品名规格数量发收物料。2、单随物走,物随单流我们所管的物料是要满足生产所用的,就必须和生产要有随物交接的单据:发料,入库以及不良品的交换都要这样做。3、日清日结,一事一结当天的事情当天要做完,不管是做帐还是清理物料。4、见单作业,按单作业对于先生产入库的物料要先出库,后生产入库的物料后出库,特别对于特采的物品要及时根据使用批次出库,使用后的余量要及时处理。5、禁人闲人,安全第一仓库要严禁闲杂人员进入,严禁仓库有烟火,对于易燃物品要单独储存。3仓库管理技巧作业流程优化仓库流程中在一般人看来就是仓库管理流程的贯彻实施,在实际操作的过程中需要不断地去优化,调整。客户多样化,产品多样化,产品的作业流程就有很大的区别,必须针对不同客户,不同产品,制定不同的作业流程,并且在实际操作过程中发现问题,解决问题,不断优化和提升作业流程,保证作业流程的合理性与科学性。1、引入信息化技术无论是条码还是电子标签,都应当是现代化仓库管理的必备条件,条件码技术与信息处理技术的结合,帮助我们合理,有效地利用仓库空间,用最快速,最正确,最低成本为客户提供最好的服务。在实施条码化技术的时候,需要与软件供应商等相关联部门做好整体的仓库管理流程,组织员工认真讨论和学习,以发挥系统最大效能。2、控制仓储成本空间优化----从产品尺寸,重量和操作要求等方面入手由仓库管理人员从各种计算数据中找到最实用的和最恰当的解决方案,为产品在仓库中寻找最佳储存空间。货物堆码----为了与仓库内部环境匹配,并节约成本,货架通常自己根据内部环境来制作或者定制,另外就是托盘堆码的方式,如何节约空间,但又能保证拣货效率,这个是需要精心设计的。安全库存----在采购周期内,生产经营耗用的物资数量,当该类物资的存量跌到安全库存量时,采购部门应立即进行采购以免影响生产经营,合理设定安全库存有助于企业很好地控制生产成本。3、定期培训流程在不断地优化,更新,而人员的知识和技能也要不断通过学习和培训来进步,这样才能实现仓库管理效益方面的提升,不断地更新与发展。4、优化盘点工作了解真实库存情况,才能为经营者提供经营决策,了解仓库管理和作业流程是否规范,能够作为检验现场管理的一个有效手段。4仓库管理常见问题和解决方案一、仓库常见的
- 浏览量:0
- 下载量:0
- 价格: 7.00 元
- 页数:5 页
- 大小: 121.243 KB
- 时间: 2023-02-04
-
1团队建设迷失丛林活动目的通过具体的活动来说明,团队的智慧高于个人智慧的平均组合只要学会运用团队工作方法,可以达到更好的效果。操作程序1.培训师把“迷失丛林”工作表发给每一位学员,而后讲下面一段故事:“你是一名飞行员,但你驾驶的飞机在飞越非洲丛林上空时飞机突然失事,这时你必须跳伞。与你们一起落在非洲丛林中有14样物品,这时你们必须为生存作出一些决定。2.在14样物品中,先以个人形式把14样物品以重要顺序排列出来,把答案写在第一栏。3.当大家都完成之后,培训师把全班学员分为5人一组,让他们开始进行讨论,以小组形式把14样物品重新按重要次序再排列,把答案写在工作表的第二栏,讨论时间为20分钟。4.当小组完成之后,培训师把专家意见表发给每个小组,小组成员将把专家意见转入第三栏。5.用第三栏减第一栏,去绝对值得出第四栏,用第三栏减第二栏,得出第五栏,把第四栏累加起来得出一个个人得分,第五栏累计起来得出小组得分。6.培训师把每个小组的分数情况纪录在白板上,用于分析:小组1全组个人得分团队得分平均分2347.培训师在分析时主要掌握2个关键地方⚫找出团队得分低于平均分的小组进行分析,说明团队工作的效果(1+1>2⚫挑出个人得分最接近团队得分的小组及个人,说明该个人的意见对小组影响形式:先以个人形式,之后再以5人的小组形式完成类型:团队建设时间:30分钟材料及场地:迷失丛林工作表及专家意见表,教室及会议室适用对象:所有学员2力有关讨论⚫你所在的小组是以什么方法达成共识的?⚫你的小组是否有出现意见垄断现象,为什么?⚫你对团队工作方法是否有更进一步的认识?供应品清单第1步顺序个人第2步顺序小组第3步专家排列第4步(3-1)个人和专家比较第5步(3-2)小组与专家比较A药箱B手提收音机C打火机D3支高尔夫球杆E7个大的绿色垃圾袋F指南针(罗盘)G蜡烛H手枪I一瓶驱虫剂J大砍刀K蛇咬药箱L一盆轻便食物M一张防水毛毯N一个热水瓶(空的)第六步个人得分(第四步的总和)第七步团队得分(第五步的总和)第八步最低个人得分(小组中)第九步个人得分低于团队得分的总和第十步个人得分的平均数专家的选择1.大砍刀2.打火机3.蜡烛4.一张防水毛毯5.一瓶驱虫剂6.药箱7.7个大的绿色垃圾袋38.一盆轻便食物9.一个热水瓶(空的)10.蛇咬药箱11.3支高尔夫球杆12.手枪13.手提收音机14.指南针(罗盘)蜘
- 浏览量:0
- 下载量:0
- 价格: 7.00 元
- 页数:23 页
- 大小: 127.000 KB
- 时间: 2023-02-04
-

物料管理的意义物料管理即指计划、协调并配合各有关部门,以经济合理之方法,供应各单位所需之管理方法。经济合理包括“5R”及“3个不”5R:适时(Righttime)适质(Rightquality)适量(Rightquantity)适地(Rightplace)适价(Rightprice)3不:不错笔笔有帐,料帐相符不坏物物可用,质量确保不乱井然有序,一目了然(5S中的分数定位标识,定位、定容、定量)物料管理的目的1.保持生产顺畅,避免停工待料;2.防止物料损失;3.降低物料库存成本;4.呆废料的管制与管理;5.提高物流的效率物料管理的重要性1.物占占企业成本50%-70%重要性很高2.物料=现金+时间+劳务3.经管活动上物料周转率高营运绩效佳。物料管理的組織形態1.以生產為主(隸屬關係)2.以生產與物料並重(平行單位)3.以物料為主物料管理部門的機能職責採購/外包1.分供方的尋找、調查、評估、登錄、管理;2.詢價、報價、比價、議價、樣品確認、採購記錄;3.物料進廠之跟蹤與催促;4.聯繫公司內容部門與供應商以解決問題;5.尋找新材料與新的供應商(替代廠商/替代品);6.採購的價值分析(VA/VE/VI);7.向財務部提供資料,會同設定原料標準成本;物料管理部門的機能職責倉儲/運輸1.物料進廠之驗收;2.物料之發放與退料;3.物料之儲存、盤點及管理;4.呆廢料之儲存處理;5.成品點收、出貨及管理;物料管理部門的機能職責物料管制1.依照訂單需要,訂定不同之物料需求規劃;MaterialRequirementPlan2.請購之發動及物料進廠跟催;3.ABC物料分析及存量管制;4.呆廢料原因分析及消滅;物料管理作業流程出貨請購訂購(發包)驗收領(退)料交接移轉繳庫催料管理外包品質巡回監查存量管制物料計劃採購管理外包管理衛星廠評價與管理驗收管理出貨管理領︵退︶料管理在製品管理零︵組件︶、呆廢料預防及處理倉儲管理盤點作業製成品管理外部調度內部調度物料分类意义物料种类繁多便于管理,能迅速掌握正确的资讯,利于库存管理,节省呆废料发生,降低库存成本。分类的功用2-1便于电脑化作业2-2科学化管理,如仓储规划、采购、料帐等2-3物料计划、分析、管制之基础2-4方便于成本估算与分析比较2-5改善作业效率分类的原则3-1完整性:物有归属,不遗漏,一物一类3-2统一性:分类基准确定不可中途变更3-
- 浏览量:0
- 下载量:0
- 价格: 7.00 元
- 页数:63 页
- 大小: 529.000 KB
- 时间: 2023-02-04
-
SINOTRUST1渠道:销售台帐买方以前的表现如何?对我们的付款是否及时?买方订货量是否呈上升趋势?买方的订货是否有季节性?其平均付款期是多少天?其前身是否是一家失败的公司?销售台帐分析客户过去的表现对评价其将来的信用是非常有意义的。若某个客户付款一直很及时且购买量呈上升趋势,那么当客户提出增加额度时,您会倾向于答应客户的请求。反之,您根本不应该考虑。SINOTRUST2渠道:客户客户企业是什么性质?什么时间成立的?业主或股东的情况?其他供应商?开户银行?产品的市场在哪里?怎样获得付款?竞争对手是谁?经营状况如何?提供最新信息信用管理人员询问很多企业在赊销时都要求客户按照标准格式提供客户的基本资料和备查询的其他供应商(不少于三家)。SINOTRUST3渠道:信用资料服务机构工商管理部门统计部门行业管理部门行业协会企业年报信用资料服务机构准确的企业名称联络地址电话、传真法律性质和股东背景开业时间主要业务内容人员数量办公设施财务信息比率分析主要领导人背景银行往来情况付款记录诉讼记录信用状况评述直接访问被调查公司金融机构不断监测法院房地产管理局汇总分析信用报告信息收集SINOTRUST供应商、客户SINOTRUST4渠道:服务机构的选择主业方向从业年限公司规模数据库规模客户群人员素质服务项目价格SINOTRUST5渠道:政府部门工商行政管理局注册资料、年检资料统计局基本经营数据、财务报表税务局财务报表法院诉讼记录行业主管部门行业统计资料、企业微观数据房产登记部门房产所有权和抵押情况SINOTRUST6渠道:信息交换系统企业A企业B企业C企业Y企业Z企业X买方付款信息SINOTRUST付款记录处理系统买方付款信息买方信用资料买方信用资料企业A企业B企业C企业Y企业Z企业X汇总分析汇总分析众多企业将各自客户的付款情况定期提供给付款记录处理系统。付款记录处理系统加以汇总,得出某一公司对多家供应商的付款记录,从而为各个供应商评价其客户的付款习惯和能力提供重要依据。SINOTRUST7信用资料:搜集决策搜集成本客户数量/赊销规模x自己搜集专业机构搜集成本差异成本差异SINOTRUST8信息风险-剔除虚假成份脆弱的审计制度企业信息渠道泛滥行政管理的影响客户提供虚假信息企业报表多头管理根源解决办法多渠道核实实地面访或电话访问核查数据的逻辑性与前期数据进行比较SINOTRUST9信用风
- 浏览量:0
- 下载量:0
- 价格: 7.00 元
- 页数:49 页
- 大小: 503.180 KB
- 时间: 2023-02-04
-
SINOTRUST1信用风险管理培训介绍我自己•姓名:董伟•工作经历:•中国海外贸易总公司•北方电讯公司•高致(中国)公司•新华信商业信息咨询公司SINOTRUST3经过研讨后您应能:明确信用管理的概念和范畴深入认识赊销的功能与成本制定并调整合乎实际的信用政策熟悉信用管理的一般模式明晰判定客户身份的方法及作用了解搜集和分析信用资料的渠道与方法掌握信用风险评估的基本方法提高应收帐款的分析与管理技巧明确商账催收的指导策略SINOTRUST4信用风险管理培训明确信用管理的概念和范畴了解目前中国信用管理的现状深入认识赊销的功能与成本制定并调整合乎实际的信用政策熟悉信用管理的一般模式上午的内容什么是信用?信用的概念•王先生很讲信用•信用卡(AE,Master)•海尔公司信用不错,信誉卓著•国际贸易付款条件之一信用证(LetterofCredit)•赊销信用期为30天•信用社会•信用是指一种建立在对受信人(债务人)在特定的期限内付款或还款承诺的信任的基础上的能力,它是一种使受信人无须付现就可以获取商品、服务或资金的能力。•Thesystemofbuyingandsellingwithoutimmediatepaymentonsecurity--Webster’sSINOTRUST7信用管理的概念前提采用信用销售目标及时、足额的收回货款内涵系列管理措施SINOTRUST8信用管理的范围客户的开发与监控订单的处理货款回收SINOTRUST9信用管理的重要性好坏近视迟钝肥胖贫血衰弱极度沮丧明察秋毫机敏矫健精力充沛强抵抗力斗志旺盛SINOTRUST10信用风险管理培训明确信用管理的概念和范畴了解目前中国信用管理的现状深入认识赊销的功能与成本制定并调整合乎实际的信用政策熟悉信用管理的一般模式上午的内容SINOTRUST11资料中国企业信用管理现状最完善10%较完善39%不完善51%有效样本数:431根据企业信用管理情况将企业分成三种类型:最完善:有专门的信用管理部门和信用管理人员较完善:没专门的信用管理部门但有专人负责信用管理不完善:无信用管理部门,也无人负责信用管理SINOTRUST12据新华信信用管理现状调查,绝大多数企业(86.9%)采取赊销的方式,不赊销的企业中有70%是担心货款不能按时回收而拒绝采取赊销方式资料不赊销13%赊销87%N2=65N1=431N=496SINOTRU
- 浏览量:0
- 下载量:0
- 价格: 7.00 元
- 页数:60 页
- 大小: 534.064 KB
- 时间: 2023-02-04
-
1学校消防安全标准化管理评定细则序号项目分值评定内容(方法)评定标准备注得分1消防安全职责10建立消防安全管理体系,落实逐级消防安全责任制和岗位消防安全职责;明确消防工作归口管理职能部门,确定专兼职消防安全管理人员;明确承包、租赁、委托经营的消防责任;制定消防安全责任人、消防安全管理人、专兼职消防安全管理人员、自动消防系统操作人员、义务消防队员、员工的消防安全职责(查阅单位消防安全管理资料,询问不同岗位工作人员)。★未制定消防责任制、岗位消防安全责任制和消防安全职责的扣3分B未确定各级消防安全责任人和岗位消防安全责任人扣3分B未明确专兼职消防安全管理人员的扣3分B重点单位未明确消防安全归口管理部门的扣3分B未开展消防工作定期考评的扣2分C承包、租赁、委托经营时未明确消防安全责任的扣2分C2消防安全制度和操作规程10制定符合本单位实际的消防安全制度和操作规程,各项活动正常开展。单位消防安全制度应包括消防安全例会制度、消防组织管理制度、消防安全教育、培训制度、防火巡查、检查和火灾隐患整改制度、消防(控制室)值班制度、安全疏散设施管理制度、燃气、电气设备和用火、用电安全管理制度、消防设施器材维护管理制度、灭火和应急疏散演练制度、消防安全工作考评和奖惩制度。操作规程应包括消防设施操作规程(包括消防控制室、消防水泵房、消防电梯等)、变配电设备操作规程(包括总配电间、分配电间)、电气线路安装操作规程、电焊气焊操作规程等(查阅单位消防安全管理制度和操作规程、各项工作记录)。消防安全制度和操作规程不齐全的每少1个扣2分B制度和规程内容不符合要求的扣2分C3耐火等级学校的建筑结构、耐火等级、总平面布局必须符建筑耐火等级和安全布局不符合要求A2场所设置和安全布局合国家消防技术规范的具体要求。体育馆、影剧院等人员密集和公共娱乐场所的设置应符合《建规》和《高规》的要求(现场检查单位主体建筑和人员密集场所)。托儿所、幼儿园设置在四层以上或地下、半地下建筑内,小学教学楼超过四层,中学、中师、幼师教学楼超过五层的A场所设置位置不符合要求A安全疏散设施20安全疏散设施设置符合国家消防技术标准要求。安全出口数目应符合规范要求;安全出口间距不小于5m;安全出口疏散门设置应符合规范要求,人员密集场所的疏散门不应设置门槛,严禁设置栅栏、卷帘门,紧靠门口1.4m内不应设置踏步;首层外门宽度不小于1.4m;;
- 浏览量:0
- 下载量:0
- 价格: 7.00 元
- 页数:6 页
- 大小: 145.500 KB
- 时间: 2023-02-04
-

养老福利机构安全管理制度一、目的安全管理是保证企业生产和经营活动顺利进行的一个重要方面。为减少和避免火灾事故的发生,保障公司经营顺利进行,保护员工生命和财产安全,提高经济效益,依照《中华人民共和国消防法》、《江苏省消防条例》、《公共娱乐场所消防安全管理规定》等相关法律法规和公司实际情况,制定本制度。二、适用范围适用于全公司范围内的安全管理。三、职责1、公司总经理是安全管理的第一责任人,并负责各制度的实施批准。2、办公室负责安全管理制度的制定和考核。3、公司下属各单位负责安全管理制度的执行。4、安全管理制度是公司各专项安全管理制度的总要求。四、工作要求1、总方针安全管理工作贯彻“预防为主、防消结合”的方针,坚持“自防自救”和“群策群防”的原则,依靠科学,严格管理,在公安消防与安全监管公司的监督指导下把公司的安全工作落到实处。2、组织机构与职责要求公司自上而下要建立健全各级安全组织并负责本公司安全工作。抓好“谁在岗、谁负责”,层层签订《安全责任书》,把安全责任落实到每位员工,坚持检查、考核、奖惩兑现,充分调动每位员工的积极性,共同做好安全工作。3、制度建设要求公司依照《安全生产法》、《消防法》和《江苏省消防条例》等相关法律法规及相关要求进行各专项安全制度建立、完善、规范等工作,建设《安全责任制》、《安全目标管理制度》、《安全会议管理制度》、《安全费用提取、支出与使用制度》等安全管理制度。4、教育培训要求公司下属各单位负责各专项安全管理制度的培训、宣传、执行,并进行考核。达到“三懂”、“五会”、“三能”,即懂得火灾危险性,懂得预防火灾的措施,懂得扑救火灾的办法。会报警,会使用灭火器材,会扑救初起火灾,会组织疏散,会逃生自救。能自觉遵守规章制度,能及时发现火险隐患,能有效扑救初起火灾。5、安全检查要求加强安全检查,坚持三级检查制度。即公司月检查,部门周检查和部门日检查,并有严格的检查记录和整改措施。对检查出的火险隐患及时整改以免养患成灾。6、其他要求安全管理制度的其他要求与相应专项安全管理制度的工作要求相一致。工作台账安全工作机制1、工作人员规章制度(1)、凡在我院工作的职员,一律要求穿戴整洁、行为端庄。(2)、言行文明礼貌,使用文明用语,禁止粗语脏话。(3)、工作态度要热情、体贴、积极肯干、吃苦耐劳。(4)、同情善待老人,奉献爱心,日常生活中能处处尊敬老人,对老人要轻言细
- 浏览量:0
- 下载量:0
- 价格: 7.00 元
- 页数:66 页
- 大小: 526.184 KB
- 时间: 2023-02-04
-
12营销主管管理锦囊十三篇一、销售能力及稳定的业绩二、增员与育成三、教育训练(KASH)四、出勤管理五、活动管理六、自我管理(计划--执行--检讨)3营销主管管理锦囊十三篇七、目标管理八、时间管理九、顾客管理十、销售管理十一、危险管理十二、会报管理十三、冲突管理4——除非你不作辅导室外辅导:三种形式示范推销——师傅观察推销——教练共同推销——伙伴营销主管管理锦囊十三篇5一、销售能力及稳定的业绩⚫收入的来源⚫信心的保证⚫辅导的权威⚫行业的成就营销主管管理锦囊十三篇6一、销售能力及稳定的业绩1.主顾开拓⚫谁是准主顾?⚫主顾开拓的步骤⚫主顾开拓的方法营销主管管理锦囊十三篇7一、销售能力及稳定的业绩⚫主顾开拓的方法(1)缘故法*为什么要运用缘故法?*缘故法运用的障碍*如何扫除障碍*缘故法开拓的步骤营销主管管理锦囊十三篇8一、销售能力及稳定的业绩⚫主顾开拓的方法(2)关系引导法(介绍法)*影响力中心*影响力中心应具备的资格*谁是影响力中心*影响力中心运用要领营销主管管理锦囊十三篇9一、销售能力及稳定的业绩⚫主顾开拓的方法(3)直冲法(陌生拜访)*对象*要领*注意事项营销主管管理锦囊十三篇10一、销售能力及稳定的业绩2.接触面谈3.拒绝处理4.促成营销主管管理锦囊十三篇11二、增员与育成1.增员的专业化流程营销主管管理锦囊十三篇拒绝处理准增员对象开发接触面谈说明促成12二、增员与育成2.增员说明的重点⚫寿险工作为崇高的事业⚫寿险工作具有将来性⚫激发工作欲望⚫使其确信寿险业为理想的工作⚫收入于晋升⚫工作内容营销主管管理锦囊十三篇13二、增员与育成3.新人的育成训练步骤⚫培养信心⚫传授专业知识⚫提高各种专业化技能⚫正确的工作观念营销主管管理锦囊十三篇14二、增员与育成3.新人的育成训练课程⚫公司简介⚫寿险的功能与意义⚫寿险工作的特色⚫寿险结构及商品内容营销主管管理锦囊十三篇•危险选择•寻找准客户•推销要领•新契约事务处理•经验交流谈二、增员与育成3.新人的育成新人辅导⚫辅导要点态度、习惯、意愿、沟通协调、归属感、积极正面⚫辅导实务拜访前的准备、陪同注意事项、专业推销、强烈的信念、避免依赖、检讨行为、关键点把握、事后检讨、加强工作意识营销主管管理锦囊十三篇16二、增员与育成3.新人的育成新人育成⚫督促新人按时上班出勤不正常的问题、唤起上班动机、避免不上班对策⚫早会管理气氛活跃、遵守时
- 浏览量:0
- 下载量:0
- 价格: 7.00 元
- 页数:66 页
- 大小: 469.000 KB
- 时间: 2023-02-04
-

(思维导图)1、管人用人育人留人之道以下这张思维导图告诉我们如何有人。企业想要在市场竞争中获得胜利,归根结底取决于人才。人才是企业发展的根本命脉,管理好人才,善用好人才,培育好人才,留守好人才,必然会帮助企业在激烈的竞争中取得高速成长。2、以人为本的人性化管理俗话说:得人心者得天下!企业应该人性化管理,注重员工关怀,提升员工读企业的认同度和忠诚感。3、灵活有效的激励手段想要员工持续保持高度的工作热情,就需要不断的激励与鼓励。企业要采用灵活的激励手段,来帮助员工释放巨大的潜力!4、沟通是管理的浓缩想要让企业高效运作,离不开沟通。沟通扮演这非常重要的角色,不管在什么时候,有效和正确的沟通都是十分重要的!5、崇尚团队合作精神比尔·盖茨曾经说过:“团队合作是企业成功的保证。”要建筑一个夯实的企业,团队合作无疑是一项基础要求。6、决策是管理的心脏正确的决策可以带领企业在面度面对困难或问题时候,走向成功道路,它关系这企业的生存。不得不说,领导者科学理性的决策等于成功了一半。7、创新是企业的生命创新是企业发展动力的根本,在市场竞争日益激烈的今天,拥抱创新思维,不断挑战,才是企业生命的长生之本。8、竞争决胜的智慧与策略在新世纪,企业生存离不开竞争。在这场较量中,用对竞争手段和方法,是一件很重要的事情。成也细节,败也细节细节不论在哪里都需要被人重视。你的一次1%错误,就意味着100%的失败。企业尤为如此,更应该谨慎把关。10、打好营销这张牌好酒也怕巷子深。一款好的产品,也需要通过营销让更多的人所认识。有时候,营销的成败可能会决定企业的成败。看完之后,发现很多定律会经常遇到,比如马太效应、破窗效应、蝴蝶效应木桶定律等等。其实定律的背后都是一些简单的道理。我们完全可以多学一些定律,多一些视野;如果你喜欢,也可以将其收藏,以备不时之需。
- 浏览量:0
- 下载量:0
- 价格: 7.00 元
- 页数:6 页
- 大小: 404.139 KB
- 时间: 2023-02-04
-
文旅娱乐场所安全管理按照2021年11月文化部颁布的《娱乐场所管理条例》兼营娱乐项目的场所,其兼营部分适用《条例》规定。下文是娱乐场所管理条例,欢迎阅读!为了加强娱乐场所经营活动管理,维护娱乐场所健康发展,满足人民群众文化娱乐消费需求,根据《娱乐场所管理条例》(以下简称《条例》),制定本办法。《条例》所称娱乐场所,是指以营利为目的,向公众开放、消费者自娱自乐的歌舞、游艺等场所。歌舞娱乐场所是指提供伴奏音乐、歌曲点播服务或者提供舞蹈音乐、跳舞场地服务的经营场所;游艺娱乐场所是指通过游戏游艺设备提供游戏游艺服务的经营场所。其他场所兼营以上娱乐服务的,适用本办法。国家鼓励娱乐场所传播民族优秀文化艺术,提供面向大众的、健康有益的文化娱乐内容和服务;鼓励娱乐场所实行连锁化、品牌化经营。县级以上人民政府文化主管部门负责所在地娱乐场所经营活动的监管,负责娱乐场所提供的文化产品的内容监管,负责指导所在地娱乐场所行业协会工作。娱乐场所行业协会应当依照国家有关法规和协会章程的规定,制定行业规范,加强行业自律,维护行业合法权益。娱乐场所不得设立在下列地点:(一)房屋用途中含有住宅的建筑内;(二)博物馆、图书馆和被核定为文物保护单位的建筑物内;(三)居民住宅区;(四)教育法规定的中小学校周围;(五)依照《医疗机构管理条例》及实施细则规定取得《医疗机构执业许可证》的医院周围;(六)各级中国共产党委员会及其所属各工作部门、各级人民代表大会机关、各级人民政府及其所属各工作部门、各级政治协商会议机关、各级人民法院、检察院机关、各级民主党派机关周围;(七)车站、机场等人群密集的场所;(八)建筑物地下一层以下(不含地下一层);(九)与危险化学品仓库毗连的区域,与危险化学品仓库的距离必须符合《危险化学品安全管理条例》的有关规定。娱乐场所与学校、医院、机关距离及其测量方法由省级人民政府文化主管部门规定。设立娱乐场所,应当符合以下条件:(一)有与其经营活动相适应的设施设备,提供的文化产品内容应当符合文化产品生产、出版、进口的规定;(二)歌舞娱乐场所消费者人均占有使用面积不得低于1.5平方米(农村地区除外),游艺娱乐场所的使用面积不少于200平方米,使用面积不包括办公、仓储等非营业性区域;(三)符合国家治安管理、消防安全、环境噪声等相关规定;(四)法律、法规和规章规定的其他条件。省级人民政府文化主管部门负责制
- 浏览量:0
- 下载量:0
- 价格: 7.00 元
- 页数:37 页
- 大小: 137.498 KB
- 时间: 2023-02-04
-
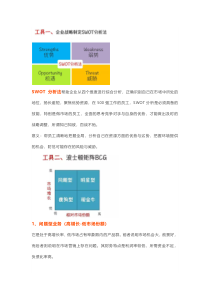
SWOT分析法帮助企业从四个维度进行综合分析,正确识别自己在市场中所处的地位,扬长避短,聚焦优势资源,在500强工作的员工,SWOT分析是必须具备的技能,特别是做市场的员工,全面的思考竞争对手与自身的优势,才能做出及时的战略调整,所谓知己知彼,百战不殆。意义:帮员工清晰地把握全局,分析自己在资源方面的优势与劣势,把握环境提供的机会,防范可能存在的风险与威胁。1、问题型业务(高增长-低市场份额)它是处于高增长率、低市场占有率象限内的产品群。前者说明市场机会大,前景好,而后者则说明在市场营销上存在问题。其财务特点是利润率较低,所需资金不足,负债比率高。2、明星型业务(高增长-高市场份额)这类产品可能成为企业的现金牛产品,需要加大投资以支持其迅速发展。采用的发展战略是:积极扩大经济规模和市场机会,以长远利益为目标,提高市场占有率,加强竞争地位。3、现金牛型业务(低增长-高市场份额)又称厚利产品。它是指处于低增长率、高市场占有率象限内的产品群,已进入成熟期。其财务特点是销售量大,产品利润率高、负债比率低,可以为企业提供资金,而且由于增长率低,也无需增大投资。4、瘦狗型业务(低增长-低市场份额)也称衰退类产品。它是处在低增长率、低市场占有率象限内的产品群。其财务特点是利润率低、处于保本或亏损状态,负债比率高,无法为企业带来收益。对这类产品应采用撤退战略:首先应减少批量,逐渐撤退,对那些销售增长率和市场占有率均极低的产品应立即淘汰。意义:身为企业的员工,特别是营销人员,必须懂得将企业战略规划与资本预算紧密结合,波士顿矩阵能帮助企业识别出哪些产品值得投资,从而使业务组合达到最佳经营效果。自我管理在500强企业是很重要的话题,管理者没可能时时刻刻监督下属,如何在工作实现改进,PDCA的工作管理循环是一种不错的方法:Plan制定每天的目标与计划-Do开展当天的工作任务-Check对工作过程的检查与每天总结—Action处理工作偏差,对成果进行量化,制定新的目标计划。意义与作用:可以使我们的思想方法和工作步骤更加条理化、系统化、图像化和科学化。员工在日常工作中要制定计划,这个计划不仅包括目标,而且也包括实现这个目标需要采取的措施;计划制定之后,就要按照计划进行检查,看是否实现了预期效果,有没有达到预期的目标;通过检查找出问题和原因;最后就要进行处理,将经验和教训制订成标准、形成改善工作
- 浏览量:0
- 下载量:0
- 价格: 7.00 元
- 页数:7 页
- 大小: 185.379 KB
- 时间: 2023-02-04
-

員工關係及管理造成勞資衝突之原因1)私人的欲望(自私自利)。2)道德、價值觀的改變─人性觀:尊重、肯定人的潛能,民主關係或權威。3)資源(利潤)分配不均:個人私心、主觀及不滿。4)歷史的偏見:勞工運動史─工會與雇主對立的鬥爭史。5)管理實務上的爭執─勞動條件、勞動管理方式、勞動契約。工會的本質1.保護並增進勞工的經濟利益。2.爭取勞工的政治地位。3.平衡專斷的管理權力。4.實現控制工作的願望。5.滿足勞工的心理需求。工會的主要任務工會是勞工透過團體行動以增進並保障其經濟、社會及政治利益,所組織而成的團體。工會的任務:團結會員協調合作,發展生產事業及其他有關會業合作事項。促進會員之福利、服務、康樂事項。促進改善勞動條件。會員間或會員與公司糾紛事件之調處。團體協約的締結、修改或廢止。關於勞工法規、制度、修訂、廢止事項之建議等。工會種類一般可概分為產業工會、職業工會及聯合工會三種。產業工會:由同一區域或同一工場內不同職業的工人所組織的工會。如中鋼公司產業工會、中船公司產業工會。職業工會:由同一區域內聯合同一職業的工人所組織的工會。如台北市電焊職業工會、高雄市理容燙髮職業工會、高雄市營造業職業工會。聯合工會:即工會之聯合組織,可細分為兩類:(1)以區域為劃分標準。如高雄縣總工會、台灣省總工會、全國總工會。(2)以行業別或職業別劃分標準。如高雄市機械業產業工會聯合會、台灣省電機業產業工會聯合會、全國郵政工會聯合會。工會組織之定位工會主義:記取以往勞資對立所造成之傷害,而以合作方式和態度謀求互利關係。認為工會不應是勞工用以抗衡資方之組織(自視為弱勢團體,反抗心態強),而是與雇主共謀事業發展之合作機構,工會承認資方應獲取利潤,唯有利潤增加,勞方才能分享利潤,並改善生活。勞資關係變為權利與義務相平等的契約關係,工會也不再是與雇主相對抗的團體,而漸成為促進勞資合作的橋樑。合議委員會─勞工和管理人員為減少勞資之間磨擦,由工會代表和管理人員代表組成合議委員會,討論工作上的問題,以解決衝突、提高生產力。在美國實施這種合議委員會時,除工會、管理代表之外,邀請社區居民參加,也可避免社區居民和公司間的可能紛爭。合議委員會有三項優點:改善勞工工作環境。緩和勞工問題。提供勞資雙方溝通機會。「工業民主化」在組織中推行分權,使勞工能合理分享企業經營的成果,亦能擁有企業經營管理的參與權與所有權
- 浏览量:0
- 下载量:0
- 价格: 7.00 元
- 页数:17 页
- 大小: 124.500 KB
- 时间: 2023-02-04
-

制造业仓库整改计划方案一、目的为了改善仓库目前的混乱现状,提升仓储管理效率,降低生产成本,使仓储管理规范化;达到物尽其用,货畅其流,为公司各部门生产工作提供有力保障。二、目前存在主要问题1、仓库部门职能、职责不清,部门岗位职能、职责不清,分工不明确,责任不能落实到人;2、仓库布局规划不太合理,区域划分不明确,造成空间利用困难和浪费;3、物料标示不清,没有规范的物料标识。4、物料摆放不合理,出现混、乱、杂,同种物料放置于几个地方,找货难;没有实施“先进先出”管理。5、物料入库未经品质检验(没有最重要的进料检验),良品、不良品混杂。6、物料编码管理不严谨,存在一料多码和一码多款物料现象。7、库存积压严重,呆滞物料处理不当,增加仓库管理成本及库存压力;8、仓库管理系统不完善,没有明确的仓库运作流程,仓储作业规范及管理制度不健全。9、产品资料缺失(没有BOM表,没有产品物料清单),生产用料发放缺乏重要依据,工作盲目性严重,作业效率低;10、ERP系统形同虚设,系统数据不准确、不及时,未能发挥其有效功能,难以为管理提供可靠的决策依据;物料信息没能共享,库存管理信息不流通。三、主要原因分析基于公司目前物料管理现状,经过分析,认为根源在于:1、公司对仓储部门职能定位不准确,高层领导重视度不够。2、长时期的无序管理。3、仓库处于开放式管理状态;4、物料进出库没有严格的流程和工作纪律管控,未明订各项具体作业流程,在作业上无从遵循,造成执行上的困难;5、仓库管理人员仓储管理知识不足,业务能力欠缺;6、公司营运体系的不完善,受销售、采购、生产、品质等部门的不确定因素影响严重,特别是受生产计划的影响很大,造成收料、发料难及料帐整理困难。四、改善思路1、明确仓库的职能、职责及仓库管理人员的主要工作职责及分工:⑴仓库的主要职能:①依据订购单点收物料,并按货仓库管理制度(作业指导书)检查数量.②将IQC验收好的物料按指定位置予以存放.③存放场所的整理、整顿、清扫、清洁、素养符合5S要求,防止品质发生变异;④依据领料相关单据配备和发放物料;⑤料账出入库记录与定期盘存;⑥不良物料及呆废料的定期申报及处理;⑵仓库管理人员的主要工作职责:①负责建立仓库内所有物资的台帐。②按照管理要求摆放整齐、做好标识,做到帐、卡、物一致。③做好仓库库存控制工作,按照风险库存标准,及时提醒主管领导物料库存数量状态。④负责
- 浏览量:0
- 下载量:0
- 价格: 7.00 元
- 页数:17 页
- 大小: 163.621 KB
- 时间: 2023-02-04
-
第一单元主管和班组长的使命与职责第1章主管和班组长在公司管理中的作用主管和班组长的地位主管和班组长的使命主管和班组长的重要作用主管和班组长的职责主管和班组长的地位公司的纵向管理层次在公司中,在纵向结构上划分三个层次:经营、管理和执行。图1-1企业纵向的管理层次经营层指总经理、董事长。负责企业战略的制定及重大决策。管理层指经(副)理、科(室)主任、车间主任等。负责层层组织和督促员工们保质保量地积极生产客户所急需的各种产品执行层就是最基层的管理者,例如工段长、队长、领班,更多的是主管和班组长。主管和班组长的地位◆班组的地位班组是公司组织生产经营活动的基本单位,是公司最基层的生产管理组织。公司的所有生产活动都在班组中进行,所以班组工作的好坏直接关系着公司经营的成败,只有班组充满了蓬勃生机,公司才会有旺盛的活力,才能在激烈的市场竞争中长久地立于不败之地。班组就像人体的一个个细胞,只有人体的所有细胞全都健康,人的身体才有可能健康,才能充满管理层执行层经营层主管和班组长的职位虽然不高,但决策不少,真可谓“麻雀”虽小,但责任却不小!本章重点了旺盛的活力和生命力。◆主管和班组长的地位班组中的领导者就是主管和班组长,主管和班组长是班组生产管理的直接指挥和组织者,也是公司中最基层的负责人,属于兵头将尾,是一支数量非常庞大的队伍。班组管理是指为完成班组生产任务而必须做好的各项管理活动,即充分发挥全班组人员的主观能动性和生产积极性,团结协作,合理地组织人力、物力,充分地利用各方面信息,使班组生产均衡有效地进行、产生“1+1>2”的效应,最终做到按质、按量、如期、安全地完成上级下达的各项生产计划指标。在实际工作中,经营层的决策做的再好,如果没有主管和班组长的有力支持和密切配合,没有一批领导得力的主管和班组长来组织开展工作,那么经营层的政策就很难落实。主管和班组既是产品的组织领导者,也是直接的生产者。◆主管和班组长对三个阶层人员的不同立场主管和班组长的特殊地位决定了他要对三个阶层的人员采取不同的立场:面对部下应站在代表经营者的立场上,用领导者的声音说话;面对经营者他又应站在反映部下呼声的立场上,用部下的声音说话;面对他的直接上司又应站在部下和上级辅助人员的立场上讲话。总之,主管和班组长的特点可以用16个字来概括:职位不高,决策不少,“麻雀”虽小,责任不小。主管和班组长的使命使命是最根本性的任务
- 浏览量:0
- 下载量:0
- 价格: 7.00 元
- 页数:69 页
- 大小: 478.000 KB
- 时间: 2023-02-04
-
總經理手冊⚫總經理泛指企業中的高級管理人才,即廠長、經理、總經理、總裁或相應的職務。⚫總經理其責任是利用有限資源(人力、財力、物力、機器設備、技術和方法、時間、資訊),為企業帶來最大的成果(市場信譽、市場佔有率、獲利率、投資報酬率及規避風險)。總經理?⚫為公司的未來設定策略目標和發展方向。⚫確定合適的人才是否有被安置到合適的位置,考慮目前的同時亦應考慮未來之需求和變化。⚫查證公司各階層的每一個人,對於預先設定之目標與期望是否確已達成。總經理三大職責⚫為什麼有許多人在沒有加班費的情況下,仍願意辛勤加班?⚫為什麼總有一批人為你所設定的目標全力衝刺?⚫為什麼總有一批人為你毫不保留地奉獻所有才智?⚫為什麼總有人心甘情願,不顧性命,赴湯蹈火?領袖氣質比權力更重要?⚫言行一致。⚫為員工制定明確的具體目標。⚫告訴員工一定時間內的工作前景。⚫儘可能多給員工一些幫助。⚫如果不高興,就說出來。⚫給下屬一種主人的感覺。⚫善於自我反省。⚫允許部下犯錯,自己不逃避責任。⚫若有錯,坦然承認錯誤並勇於承擔責任。成功經理人的特徵⚫拒絕承擔個人責任。⚫盲目使用人。⚫只重視工作成果。⚫附和錯誤的一方。⚫對每一個人都採取同樣的管理方式。⚫忘記利潤的重要性。⚫只專注業務問題。經理人常犯的致命錯誤(一)⚫經理人僅作為員工的工作夥伴是不行的。⚫未制定工作標準。⚫未訓練員工。⚫一昧寬恕不勝任工作的員工。⚫只讚賞績效最優的員工。⚫試圖操縱員工。經理人常犯的致命錯誤(二)⚫做事要永遠誠實可靠。⚫說話要一諾千金。1.沒把握辦到的事就不要輕易承諾。2.不要作出無能力堅持下去的決定。3.不要發佈無執行力的命令。⚫在所有的書面聲明中,措辭都要準確、真實。⚫支持你認為正確的事情。⚫當作錯了事的時候,應坦然接受批評。與部屬建立信任的基本原則⚫儀表要永遠顯得愉快、樂觀。⚫凡事多為他人著想。⚫多向善於處理人際關係的人學習,反覆研究的處世方法。⚫要在思想上及行動上保持一致。⚫對人要保持寬容的態度,自己過得好也要別人過得好。養成風度的五項技巧⚫學會察言觀色。⚫保持清醒。⚫顯示大將風度。⚫主動提案,大膽嘗試。⚫不吝讚美。⚫善於掌握分寸,在影響力與工作權威之間取得平衡。⚫要循序漸進,不可操之過急。⚫當機立斷。提升影響力八項建議⚫一定要全面清楚地了解事實1.先告訴自己對事實的了解有限。2.去除情緒化的想法。3.如果不是有特別的原因,在心裡先
- 浏览量:0
- 下载量:0
- 价格: 7.00 元
- 页数:15 页
- 大小: 464.000 KB
- 时间: 2023-02-04
-
劳动关系与民主管理2001年9月人力资源管理第十二讲2HRM=现代的人事管理+劳资关系首钢秘铁公司2001年9月人力资源管理第十二讲3一、西方劳资关系与工会(一)劳资关系的含义劳资关系,英文一般称为industrialRelations指工业经济中的雇佣关系,包括个人、企业、政府三者的关系。(我国称为劳动关系)西方国家最基本的劳资政策是:结社自由,集体谈判自由,三方性原则。政府一般不直接干预“只当裁判,不当球员”。2001年9月人力资源管理第十二讲4(二)分类按工会的组织形态分为:•craftunion职业工会•Industrialunion产业/行业工会•enterpriseunion企业工会•generalunion一般工会一般根据企业员工与工会的关系,可以分为:•封闭式工厂closedshop•开放式工厂openshop•工会化工厂unionshop2001年9月人力资源管理第十二讲5(三)工会功能其宗旨是为了改善工会成员的工资、工时、工作条件和福利。•经济上的:与资方作斗争、谈判,为工资、奖金提高劳动待遇•互助上的:(团结):工会为员工提供的服务、福利。•政治上的:为保护劳动者权益的法规立法。2001年9月人力资源管理第十二讲6(四)组织率低下的问题。1)非传统工会的服务业的发展,企业规模小,非全天工又多,很难形成工会,而传统上组织了工会的行业,如采矿业,制造业又受国际竞争所打击,不景气、紧缩。2)企业重视人力资源管理,提高QWL,员工满意度。3)法律、法制的健全,已能足够维护劳动者的利益,并非只有工会才能提供这些保护。2001年9月人力资源管理第十二讲7(五)发展趋势工会发动了对服务业工人的工会化运动。工会改变公众形象,不再以斗争好战为主。工会谈判重心发生变化。传统的工会就职务小时工资进行集体谈判,现在工会从劳动报酬、劳动规则等方面作出让步,用以换取就业保障,维持生活的收入保障。改善加强服务功能。利用其广大的信息网和计算机网络技术、为成员更好地提供就业支持与保障。2001年9月人力资源管理第十二讲8二、资本主义企业的参与管理worker`sparticipationinmanagement根据ILO的定义,参与管理是:劳动者跨过经营系统上的指挥命令系统,有组织地在经营决策上持有发言权。2001年9月人力资源管理第十二讲9参与管理的主要方式有•1.通过法律赋
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:22 页
- 大小: 417.000 KB
- 时间: 2023-02-03
-
2023/2/3考纲要求➢市场调研的需求➢信息的来源➢内外部信息➢市场调研的应用—概率论及抽样➢市场调研的成本及收益2023/2/3本章大纲7.1介绍7.2信息来源7.3问卷设计7.4调研展开7.5结果分析2023/2/37.1介绍市场调研可以被描述为提供产品或服务的企业能够持续了解需要购买产品或服务的客户信息的过程。美国市场营销协会对市场调研的定义为,市场调研是系统地收集、记录、分析与市场营销产品及服务相关问题的数据的过程。2023/2/3市场调研试图解决如下问题谁会购买产品谁购买了产品谁使用产品消费者多长时间购买产品一次消费者为什么购买特定的产品消费者如何发现该产品消费者从哪里购买的产品产品主要竞争者都是谁如何比较竞争者的产品2023/2/3通过上面的信息,企业可以预测或估计产品及服务的销售额。企业可以由此制定市场营销决策来达成销售目标,这些决策包括:生产多少产品及如何生产定价水平最有效的促销方式在哪里销售产品及分配的最有效方法2023/2/37.2市场调研信息来源7.2.1市场调研的信息来源市场调研的信息来源外部来源一手二手内部来源2023/2/37.2.2内部信息客户的详细信息由销售人员、市场营销部门提供的产品销售记录。关于竞争产品及制造企业的报告关于经济和可能影响销售的报告2023/2/37.2.3二手外部信息二手外部信息不是使用该信息的人来收集的,而是其他群体或组织收集来的。二手外部信息的提供者政府统计代理机构与贸易协会图书馆IT数据库消费者小组与协会2023/2/37.2.4一手外部信息二手信息可能提供的信息不准确或者太多。一手信息的手机通常用调查来完成。人们被询问一些问题的反应,一般是通过一定数量的问卷。一般有两种形式:普查和抽样。–普查是在某个特定市场中,询问每个个体问题。–抽样是询问某个特定市场中部分人群问题的问题,假定部分人群代表了整个市场。2023/2/3抽样的方式随机抽样系统抽样聚集抽样配额抽样比如,学校现在需要对于老师教学水平进行调查,请问抽样调查的不同方法的过程。2023/2/3营销信息系统:能够为营销决策者及时收集、整理、分析评估并分送传达所需信息的人员、设备和程序等。营销目标目标市场营销渠道竞争者公众宏观经济评估信息需求提供信息营销经理分析执行组织控制营销情报营销调查信息分析内部记录开发信息营销决策与传播2023/2/3评估信息需求
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:30 页
- 大小: 375.500 KB
- 时间: 2023-02-03
-
2023/2/3考纲要求➢共同需求—补充➢竞争需求—替代➢关联市场变化的影响2023/2/3学习内容3.1市场的分割3.2市场间的联系3.3市场的交叉变化3.4市场变化分析2023/2/33.1市场的分割市场通常用来描述买卖产品的特定地点。广义上说,它是指能够使购买者和销售者相互接触以便做交易的任何一种安排。2023/2/3市场相互之间被认为是有区别的第一,市场上销售不同的产品。第二,消费者和他们的购买行为遵循不同的方式。第三,在各个市场间的地理距离使他们彼此相区别。第四,存在一些人为的障碍,使市场分离。2023/2/33.2市场间的联系◼尽管销售不同的产品,但消费者的总花费是有限的,因此,市场是对消费者的总花费进行份额竞争。◼地理距离有时并不是问题。◼如果执行安全标准的成本没有更多地增加生产成本。2023/2/33.3市场的交叉变化京沪高铁开通,不少航空公司坐不住了,北京至上海的机票价格开始“跳水”,提前订票甚至可以拿到最低4.5折的机票。——新华网大家思考一下,举例:除了火车与飞机之外,还有什么可以相互替代的产品或服务?2023/2/3替代品对于两种物品,如果一种物品价格的上升引起另一种物品需求的增加,则这两种物品被称为替代品(SubstituteGoods)原产品价格替代品购买数量2023/2/3互补品如果两种产品被认为是互补的,那么一种产品价格的下降将导致互补品的购买数量上升,反之亦然。原产品价格互补品购买数量2023/2/3思考请举例,有哪些互补产品?2023/2/33.4市场变化分析第一,我们需要确定产品在这种价格水平下变动的原因。(1)价格水平越高,需求越少,反之亦然。(2)价格水平越高,供给越多,反之亦然。(3)均衡价格。(4)一种产品均衡价格的降低可以视由产品需求的减少或供给增加引起。(5)一种产品均衡价格的上升可以是由产品需求的增加或供给减少引起。2023/2/3均衡价格变化DS1S2价格数量价格数量SD1D22023/2/3第二,我们需要确定存在于市场之间的联系。如,互补品和替代品。2023/2/3第三,我们分析在一个市场上价格变动的原因,然后确定对第二个市场可能产生的影响。2023/2/3需求减少或供给增加价格降低DS1S2价格数量价格数量SD1D22023/2/3需求增加或供给减少,价格上升DS2S1价格数量价格数量SD2D12023/2/
- 浏览量:0
- 下载量:0
- 价格: 10.00 元
- 页数:17 页
- 大小: 322.000 KB
- 时间: 2023-02-03
-
1/59自考英语(二)大纲词汇4500词abandon[əˈbændən]vt.放弃,抛弃ability[əˈbɪləti]n.能力,资格able[ˈeɪbl]adj.能够的;有能力的abnormal[æbˈnɔ:ml]adj.反常的aboard[əˈbɔ:d]prep.上(船、飞机、车)abolish[əˈbɒlɪʃ]vt.废除,废止about[əˈbaʊt]prep.关于;大约;在…周围above[əˈbʌv]prep.超过;在…之上abroad[əˈbrɔ:d]adv.到国外,在海外abrupt[əˈbrʌpt]adj.突然的,意外的absence[ˈæbsəns]n.缺席,缺勤absent[ˈæbsənt]adj.缺席的,不在场的absolute[ˈæbsəlu:t]adj.绝对的,完全的absorb[əbˈsɔ:b]vt.吸收abstract[ˈæbstrækt]vt.提取,分离abundant[əˈbʌndənt]adj.大量的abuse[əˈbju:s]n.滥用academic[ˌækəˈdemɪk]adj.学理上的accelerate[əkˈseləreɪt]vt.增速加速accent[ˈæksənt]n.重音;口音accept[əkˈsept]vt.接受acceptable[əkˈseptəbl]adj.可接受的access[ˈækses]vt.接近,进入accessible[əkˈsesəbl]adj.易接近的accident[ˈæksɪdənt]n.意外事件;事故accidental[ˌæksɪˈdentl]adj.意外的accommodation[əˌkɒməˈdeɪʃn]n.住处accompany[əˈkʌmpəni]vt.陪伴,陪同accomplish[əˈkʌmplɪʃ]vt.完成;达到(目的)accordance[əˈkɔ:dəns]n.一致account[əˈkaʊnt]vt.认为;把…视作accountant[əˈkaʊntənt]n.会计人员accumulate[əˈkju:mjəleɪt]vt.&vi.积累accuracy[ˈækjərəsi]n.精确(性),准确(性)accurate[ˈækjərət]adj.精确的accuse[əˈkju:z]v.指责accustomed[əˈkʌstəmd]adj.习惯的ache[eɪk
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:59 页
- 大小: 184.911 KB
- 时间: 2023-02-03
-

1英语二复习精要UNIT11、wordstudyobjective,accompany,argue,define错误!未找到引用源。objectivea.错误!未找到引用源。客观的,真实的。错误!未找到引用源。如实的,无偏见的。Wehavetoaccepttheobjectiverealityasitis.我们必须接受客观事实。Theliterarycriticsshouldbeasobjectiveaspossibleinanalysisandjudgement.文学批评家在分析和评价时应尽量不偏不倚。n.目标,目的。PeopleworkhardtocarryouttheeconomicobjectivesoftheNinthFive-YearPlan.人们为了实现第九个五年规划的经济目标而努力工作。Myobjectiveforthepresentistopasstheoralexam.我目前的目标是通过口试。错误!未找到引用源。accompanyvt./vi.1、伴随,陪同;2、为。。。伴奏Thesingerwasaccompaniedonthepianobyhispupil.演唱者由他的学生担任钢琴伴奏。Thelonelyoldmanisaccompaniedbyhisdog.这位孤独的老人让他的狗作伴。Allordersmustbeaccompaniedwithcash.所有的订货单必须随附现金。错误!未找到引用源。arguevt./vi.争辩,争论,辩论作不及物动词用时,后边可以接with,about或over,for(赞成)或against(反对)。Sheisalwaysreadytoargueoverthesmallestissues.她总喜欢为极小的问题进行争论。HeoftenarguesphilosophywithJames.他常和詹姆斯讨论哲学。Hearguedforimmediateaction.他主张立即行动。Theyarguedagainstsuchapolicy.他们反对这种政策。vt.1、说服;2、用辩论说服argueinto(outof)doingsth..说服某人做(不做)某事。Iarguedhimoutofgoingonsuchadangerousjourney.我说服他不做这样危险的旅行。Hearguedthatmanwasde
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:63 页
- 大小: 292.500 KB
- 时间: 2023-02-03

 辽公网安备 21102102000191号
辽公网安备 21102102000191号
 营业执照
营业执照

