-

机电黄惠麟机电学部黄惠麟第1章机械制造技术课程设计指导机电学部黄惠麟1.课程设计目的、要求《机械制造技术》课程设计是在学习“机械制造技术”课程的最后一个教学环节,但又是独立一个设计。要求学生全面地综合运用本课程及其有关先修课程的理论和实践知识,进行零件加工工艺规程的设计,机床夹具设计(或选型),刀具、量具的正确运用。机电学部黄惠麟一、目的:*培养学生运用《机械制造技术》基础课程基本理论、实践知识及有关课程(机械制图、工程材料、机械设计、公差与技术测量等)知识,初步掌握设计中等复杂程度零件的工艺规程方法,机床夹具设计(或选型),刀具、量具正确的运用方法;*培养学生独立地分析和解决工程实际问题的能力,掌握简单机械制造技术的一般设计方法和步骤;*学会应用标准、手册、查阅有关技术资料编写技术文件的基本技能。机电学部黄惠麟二、课程设计的要求:编制一个中等复杂程度零件的机械加工工艺规程,并自选完成其中一道工序的专用夹具。机械制造技术课程设计的题目可以定为:设计××零件的机械加工工艺规程及××工序夹具。生产纲领为中批或大批生产、机电学部黄惠麟三、对学生的要求1、工艺课程设计开始时,应该认真地阅读工艺课程设计指导书,并明确课程设计任务。2、在设计前要认真翻阅、熟悉主要参考书和手册等资料内容。3、在课程设计中,应该认真独立地完成课程设计任务。4、在课程设计中所绘制的图样,应该符合《机械制图》国家标准。所写的设计说明书应该精练。机电学部黄惠麟四、课程设计的具体要求如下:(1)毛坯图:1张;(2)机械加工工艺过程卡片:1套;(3)机械加工工序片:3~4张;(4)机床夹具装配图:1张;(5)夹具主要零件图(包括夹具体):3~5张;(6)课程设计说明书:1份。机电学部黄惠麟1课程设计目的、要求2课程设计内容、进度机电学部黄惠麟•2课程设计内容及步骤一、课程设计内容本次设计要求编制一个中等复杂程度零件的工艺规程,设计(或选型)其中重要工序的夹具,并撰写设计说明书。机电学部黄惠麟具体内容如下:(1)确定生产类型,对零件进行工艺分析;(2)确定毛坯种类及制造方法,绘制毛坯图(零件——毛坯合图);(3)拟定零件的机械加工工艺过程,选择各工序加工设备及工艺装备(刀具、夹具、量具和辅具);(4)确定工序尺寸及公差,各工序切削用量,画出工序简图;机电学部黄惠麟(5)填写工艺头文件,包括工艺过程卡片(或工艺
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:57 页
- 大小: 1.155 MB
- 时间: 2023-07-04
-

机械精度设计与检测基础•任课教师:王冬生•联系方式:135631745105687275答疑地点:研究楼——北2321机械精度设计与检测基础•Mechanicalprecisiondesignandverificationbasic•也称机械精度设计与检测技术基础•Designofmechanicalprecisionandfoundationofgeometricalcapacitysurvey•本课程也称互换性原理:principleofinterchangeability•本课程也称公差课程:course(curriculum)oftolerance2第1章绪论(chapter1introduction)首先介绍本课程的性质(property):技术基础课特点(characteristic):多、强、大学习方法(meansofleaning):理论联系实际,灵活运用本课程的的任务(taskofthecourse):主要内容(maincontentofthecourse)31.本课程的性质——本课程为机械设计方面的技术基础课;精度设计(几何量精度设计)机械设计内容强度设计designofstrength传动设计designoftransmission结构设计designofstructure技术基础课本课程只研究精度设计42.本课程特点(实践性强涉及国家标准多)——多、强、大定义、符号、公式、标准规定和经验解法多。原则性强,因为必须按国标有关规定进行设计。实际应用中灵活性大。①多:②强:③大:3.学习方法:理论联系实际5(3)初步学会根据使用要求,正确设计几何量公差并正确地标注在图样上;机械精度设计—尺寸、几何(形状、方向、位置和跳动)和微观轮廓。(1)掌握标准化、互换性的基本概念及精度设计有关的基本术语和定义;(2)基本掌握精度设计标准的主要内容、特点和应用原则;4.本课程的任务学完本课程后应达到下列要求:6(4)了解各种典型几何量的检测方法和初步学会使用常用的计量器具。总之,本课程的任务是使学生获得机械工程师必须掌握的精度设计和检测方法的基本知识和基本技能。75.本课程的主要内容第1章绪论第2章测量技术基础第3章孔、轴结合尺寸精度设计与检测第4章几何精度设计与检测第5章表面粗糙度设计与检测第6章滚动轴承与孔、轴结合的精度设计第7章圆锥结合的精度设计与检测第8
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:61 页
- 大小: 1.155 MB
- 时间: 2023-07-04
-
第四章焙烤机械食品机械哈尔滨商业大学第一节概述一、什么是焙烤机械?完成焙烤操作的机械叫焙烤机械。特点:执行机构简单设计内容:1、提供足够的热源。2、热源选择、布置合理。3、保温节能。4、炉体结构尺寸合理。5、炉温可控制、炉内潮气可排除。1、按热源分:普通电炉电炉远红外电烤炉微波炉煤炉燃气炉木炭炉二、分类2、按结构形式分:箱式炉链条隧道炉隧道炉网带隧道炉钢带隧道炉风车炉水平旋转炉1、热传导接触传热2、热对流介质传热自然对流第二节加热原理一、热交换形式3、热辐射载能电磁波传热式中:C—辐射换热系数F1—辐射体表面积T1、T2—分别为辐射体积受热体温度当辐射体完全被加热物包围时式中:F2—受热物表面积ε1、ε2—分别为辐射体及受热体的辐射率Cb—黑体的辐射系数Cb=4.88千卡/米2.时.K4∵F2>>F1∴C≈ε1Cb∴1、红外线可见光红光端以外一段区域内不可见的光线波长:0.76-1000μm根据波长不同可将红外线分为:近红外线:0.76-1.4μm中红外线:1.4-3μm远红外线:3-1000μm红外线遵循可见光的反射、吸收、透射规律二、红外线及其加热原理2、红外线加热原理(1)物质吸收红外线原理原子化学键物质内部的原子总是以它本身具有的固有频率而不断运动,当某种物质受到一束红外线照射时,若:红外线的传输频率=物质的固有频率则:物质中的弹簧就会吸收红外线的能量而发生共振,即加速分子的热运动,使物质的温度升高。若红外线的传输频率=物质的固有频率,则:红外线就不会被物质吸收,而是串过分子或被分子反射。(2)物质吸收红外线的条件必要条件:由于振动改变分子的对称性,而使偶极矩发生变化。对双原子的物质对红外线不产生吸收。如:Cl2等,非对称结构的物质,如:H2O,无论怎样振动,都改变分子的对称性,所以每一种振动都可以产生对红外线的吸收。(3)选择性吸收与选择性辐射①选择性吸收:物质只在几个波长范围内有强烈吸收的特性②选择性辐射:辐射体的辐射能力按波长不同而变化的特性③匹配辐射加热:当选择性吸收与选择性辐射当相一致时的加热。④最佳匹配红外线加热物体的三种情况A、表层加热正匹配B、表里同时加热偏匹配C、里层加热内匹配ελλαλλε正匹配偏匹配α1、扩散加热过程中水分子的移动称为扩散。内扩散:物料内部水分移动现象扩散外扩散:物料表面的水分向外移动的现象湿扩散:由于物料内部存在水分梯
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:66 页
- 大小: 1.154 MB
- 时间: 2023-07-04
-
第一章一.机械系统(machinerysystem)原动机传动装置工作机构(执行机构)——给机械系统提供动力。——将原动机的动力和运动传递给执行机构的中间装置。(1)减速或增速;(2)变速;(3)传递动力;(4)改变运动规律;(5)实现多路运动;——利用机械能来进行生产或达到预定要求的装置。操纵控制装置——操纵及控制机械系统各组成部分协调动作。它的功能:传动系统带式运输机联轴器联轴器减速器电动机运输带——工作机—原动机联轴器联轴器电动机减速器带式运输机传动简图传动系统原动机工作机带式运输机DFv二.机械系统运动简图(machinerysystemkineticsketch)机械系统的运动简图是用规定的符号,绘出能准确表达出机构各构件之间的相对关系及运动特征的简单图形。内燃机曲柄滑块机构简图汽缸体活塞连杆曲轴F三.平面机构运动简图(planarmechanismkinematicsketch)平面机构(planarmechanism)——所有构件都在同一平面或平行平面内运动的机构。如:内燃机中的曲柄滑块机构。齿轮机构简图或1)运动副及其分类四.本章主要内容、重点及难点3)平面机构自由度计算及机构具有确定运动的条件2)平面机构的运动简图及其绘制主要内容重点——平面机构自由度计算及机构具有确定运动的条件难点机构运动简图绘制有虚约束的机构自由度计算§1-1运动副及其分类一.运动副(kineticpair)——机构中由两构件直接接触的具有一定相对运动的可动联接。如:内燃机中活塞2与气缸体1(相对移动)连杆3与活塞2(相对转动)连杆3与曲轴4(相对转动)曲轴4与缸体1(相对转动)组成可动连接。相对移动相对转动移动副转动副齿轮副凸轮副低副:面接触的运动副高副:点、线接触的运动副二.运动副的分类低副(lowpair)高副(highpair)(1)根据运动副中构件间的接触形式分:21球面副球销副空间运动副螺旋副平面运动副空间运动副(2)根据构件间的相对运动分:§1-2平面机构运动简图机构运动简图(kinematicsketch)——是用规定的符号,绘出的能准确表达机构各构件之间的相对运动关系及运动特征的简单图形,称为机构运动简图。(即:用线条和简单图形代表构件,用规定符号代表运动副,按比例作出的图形)。内燃机中由汽缸体、活塞、连杆和曲轴组成的曲轴滑块机构。一.机构构件分类机架(或固定
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:47 页
- 大小: 1.146 MB
- 时间: 2023-07-04
-
第一节液体物料装料机械设备液体食品装料是将定量液体装入瓶、罐等容器的操作过程。现代食品工业中,液体物料基本上都用灌装机进行装料。一、液体装料机基本构成及类型二、定量方式与机构三、灌装方式与装置四、容器升降机构五、容器输送机构食品工厂机械与设备——第十一章包装机械设备一、液体装料机基本构成及类型(一)基本构成(二)灌装机类型灌装机类型很多,可按不同方式分类。通常可按容器的运动方式和按灌装时容器的压力环境分类。1.按容器运动方式分类2.按灌装压力分食品工厂机械与设备——第十一章包装机械设备定量机构、装料机构、控制系统,瓶罐升降机构(若瓶罐固定不动,则装料机构则应有升降机构),瓶罐输送机构及传动系统等。不同装料机的差异表现在------定量、装料、容器输送等。(一)基本构成一、液体装料机基本构成及类型食品工厂机械与设备——第十一章包装机械设备一、液体装料机基本构成及类型(二)灌装机类型1.按容器运动方式分类⚫旋转型------灌装机中的包装容器在灌装操作中绕机器主轴作旋转运动。灌装过程为完全连续式,生产能力大。回转体半径越大,其生产能力也越大。⚫直线移动型-------灌装机中的包装容器按直线方式移动。其灌装过程通常为间歇式,即灌装时,几瓶同时静止灌装,然后再同时离开灌装工位。这种灌装机的结构简单,适合于小批量多品种的生产。食品工厂机械与设备——第十一章包装机械设备一、液体装料机基本构成及类型(二)灌装机类型2.按灌装压力分①常压式②等压式③真空式每一类又因定量方式不同还可有不同型式。食品工厂机械与设备——第十一章包装机械设备二、定量方式与机构液体食品灌装机一般均采用容积式定量机构。根据液体性质和包装容器形状,容积式液体定量机构常有三种形式,即液位定量机构、量杯定量机构和定量泵定量机构。(一)液位定量机构(二)量杯式定量机构(三)定量泵定量杯机构食品工厂机械与设备——第十一章包装机械设备(一)液位定量机构液位定量原理液位定量机构的具体例子液位定量机构的特点食品工厂机械与设备——第十一章包装机械设备◼如图11.1所示。◼调节瓶内排气管口高度可控制液位,达到定量装料目的。◼液体进瓶内,通过排气管排出瓶内空气,◼液面上升至排气管口,因瓶上部气体不能排出,◼而根据连通器原理,液体还可从排气管上升,直到贮液槽液位为止。⚫原理(一)液位定量机构食品工厂机械与设备——第十一章包装机械设
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:48 页
- 大小: 1.143 MB
- 时间: 2023-07-04
-
机械系统设计制造销售内部设计外部设计计划研究计划书、设计任务书调查研究可行性研究系统计划可行性报告系统开发计划书工作图设计技术设计系统分析系统分解初步设计、方案设计鉴定和评审定型设计小批试制改进设计样机鉴定和评审样机试制销售第二章机械系统的方案设计与总体设计第一节机械系统的方案设计看课本P16表1-1阶段步骤方法主要指导理论产品规划设计方法预测技术设计方法学技术预测理论市场学信息学信息集约可行性报告、设计要求项目表产品设计任务预测调研可行性分析明确任务要求阶段步骤方法主要指导理论原理方案设计系统化设计法创造技法评价决策方法系统工程学形态学创造学思维心理学决策论模糊数学总功能分析原理参数表、方案原理图功能分解功能载体组合功能原理方案(多个)功能元求解原理试验评价决策最优原理方案阶段步骤方法主要指导理论技术设计价值设计优化设计可靠性设计宜人性设计产品造型设计系列化设计机械性能设计工艺性设计自动化设计价值工程学最优化方法、工程遗传算法可靠性理论与实验人机工程学工业美学模块化设计、相似理论有限元法、动态设计、摩擦学设计、高等机构学机械设计的工艺基础控制理论、智能工程、人工神经元计算方法、专家系统结构方案(多个)结构价值分析试验模型试验总体设计结构设计造型设计造型价值分析外观方案(多个)评价决策评价决策最优结构方案最优造型方案最优技术设计方案总体布置图、装配草图、技术文件总体效果图、外观效果模型阶段步骤方法主要指导理论施工设计各种制造、装配、造型、装饰、检验等方法各种工艺学批量生产销售零件工作图外观件加工工艺、面饰工艺规程部件装配图效果图、检验标准技术文件造型工艺文件试制修改批量生产技术服务用户访问计算机辅助制造反馈控制法机械系统设计制造销售内部设计外部设计计划工作图设计技术设计系统分析系统分解初步设计、方案设计鉴定和评审方案设计是一个创造性思维的过程,在进行方案设计时,重要的是要创新,在制定方案时采用新原理、新技术、新机构、新工艺,这样才能设计出有突破性的新产品。方案设计是机械系统设计第三阶段,也是内部设计阶段要做的第一项工作。它是机械系统设计的核心环节,方案设计是保证设计水平和质量的重要工作,在很大程度上决定了机械系统设计的成败。方案设计的内容包括:(1)研究给定的设计任务,对机械产品的功能进行分析和分解;(2)提出实现功能的工艺原理;(3)确定技术过程,引进技术系统;(
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:111 页
- 大小: 1.143 MB
- 时间: 2023-07-04
-
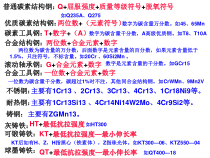
普通碳素结构钢:Q+屈服强度+质量等级符号+脱氧符号优质碳素结构钢:两位数+(元素符号)碳素工具钢:T+数字+(A)数字为碳含量万分数。如45、65Mn数字为碳含量千分数,A高级优质钢。如T8、T10A合金结构钢:两位数+合金元素+数字两位数为碳含量的万分数,后面数字是元素含量的百分数,如果元素含量低于1.5%,只注符号,不标含量。如20Cr、60Si2Mn。滚动轴承钢:G+合金元素+数字数字是元素含量的千分数。如GCr15合金工具钢:一位数+合金元素+数字一位数为碳含量千分数,碳超过1%时不注,其他同合金结构钢。如CrWMn、9Mn2V不锈钢:主要有1Cr13、2Cr13、3Cr13、4Cr13、1Cr18Ni9等。灰铸铁:HT+最低抗拉强度可锻铸铁:KT+最低抗拉强度—最小伸长率KT后如有H、Z,H指黑心(铁素体),Z指珠光体。如KT300—06、KTZ550—04球墨铸铁:QT+最低抗拉强度—最小伸长率如Q235A、Q275如HT300如QT400—18耐热钢:主要有1Cr13Si13、4Cr14Ni14W2Mo、4Cr9Si2等。铸钢:主要有ZGMn13。复习提问1、指出下列材料的牌号和含义HT150;GCr15;40Cr;9SiCr;W18CrV;1Cr13;KTZ550-04;15MnTi;60Si2MnHT150——GCr15——40Cr——9SiCr——最小抗拉强度为150MPa的灰铸铁。铬平均质量分数为1.5%的滚动轴承钢。平均碳的质量分数为0.4%,铬含量小于1.5%的合金结构钢。平均碳的质量分数为0.9%、硅和锰的质量分数小于1.5%的合金工具钢。复习提问1、指出下列材料的牌号和含义W18Cr4V——1Cr13——KTZ550-04——碳的质量分数大于1%、钨的质量分数为18%、铬的质量分数为4%、钒的质量分数小于1.5%的合金工具钢。碳质量分数为0.1%、铬的质量分数为13%的不锈钢。最低抗拉强度为550MPa、最小伸长率为4%、珠光体组织的可锻铸铁。复习提问1、指出下列材料的牌号和含义15MnTi——60Si2Mn——平均碳的质量分数0.15%,锰、钛的质量分数小于1.5%的合金结构钢。平均碳的质量分数为0.6%、硅的质量分数为2%、锰含量小于1.5%的合金结构钢。复习提问1、指出下列材料的牌号和含义2、什么是奥氏体?奥氏体存在于什么状态下
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:37 页
- 大小: 1.142 MB
- 时间: 2023-07-04
-
第二节定位基准的选择基准是用来确定生产对象上几何要素间的几何关系所依据的那些点、线、面。设计基准和工艺基准一、基准一、基准一、基准一、基准一、基准()一、基准一、基准二、定位基准选择定位基准选择得合理与否,对工件的加工精度、加工生产率和加工成本有重要的影响。定位基准又可进一步分为粗基准和精基准。用毛坯上未经机械加工过的表面作定位基准或基面的叫做粗基准。用经过机械加工过的表面作为定位基准或基面的叫做精基准。(一)粗基准的选择若工件必须首先保证某重要表面的加工余量均匀,则应选择该表面为粗基准。二、定位基准选择若工件必须首先保证某重要表面的加工余量均匀,则应选择该表面为粗基准床身加工粗基准的两种方案比较(一)粗基准的选择二、定位基准选择在没有要求保证重要表面加工余量均匀的情况下,若零件有的表面不需要加工,则应以不加工表面中与加工表面的位置精度要求较高的表面为粗基准。以不加工表面为粗基准(一)粗基准的选择二、定位基准选择选作粗基准的表面,应尽可能平整和光洁,不能有飞边、浇口、冒口及其它缺陷,以便定位准确、装夹可靠。(一)粗基准的选择二、定位基准选择一般只使用毛坯表面作一次粗基准,以后不再重复使用。(一)粗基准的选择二、定位基准选择(一)粗基准的选择二、定位基准选择选择毛坯余量最小的表面作粗基准(一)粗基准的选择二、定位基准选择基准重合尽量选择被加工表面的设计基准或工序基准作为定位基准,避免基准不重合而产生的定位误差。一次安装的原则一次安装又称为基准统一原则。互为基准的原则自为基准原则(二)精基准的选择二、定位基准选择(二)精基准的选择二、定位基准选择(1)基准统一原则(二)精基准的选择二、定位基准选择基准统一原则(二)精基准的选择二、定位基准选择第三节机械加工工艺路线的拟定工艺路线指产品或零、部件在生产过程中,由毛坯准备到成品包装入库,经过企业各部门或工序的先后顺序。在拟定工艺路线时,首先应进行零件各表面加工方法的选择,然后划分加工阶段,按照一定的规则进行工序的合并,得到一系列的工序序列,插入必要的热处理工序及辅助工序,最终形成了一系列合理的加工工序的顺序。第三节机械加工工艺路线的拟定一、加工方法的选择选择时考虑的因素:零件各加工表面的尺寸精度、表面粗糙度、零件的材料和性质、毛坯的质量及硬度零件的生产类型、车间现有设备各种加工方法所能达到
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:41 页
- 大小: 1.141 MB
- 时间: 2023-07-04
-
第一节液体物料装料机械设备液体食品装料是将定量液体装入瓶、罐等容器的操作过程。现代食品工业中,液体物料基本上都用灌装机进行装料。一、液体装料机基本构成及类型二、定量方式与机构三、灌装方式与装置四、容器升降机构五、容器输送机构食品工厂机械与设备——第十一章包装机械设备一、液体装料机基本构成及类型(一)基本构成(二)灌装机类型灌装机类型很多,可按不同方式分类。通常可按容器的运动方式和按灌装时容器的压力环境分类。1.按容器运动方式分类2.按灌装压力分食品工厂机械与设备——第十一章包装机械设备定量机构、装料机构、控制系统,瓶罐升降机构(若瓶罐固定不动,则装料机构则应有升降机构),瓶罐输送机构及传动系统等。不同装料机的差异表现在------定量、装料、容器输送等。(一)基本构成一、液体装料机基本构成及类型食品工厂机械与设备——第十一章包装机械设备一、液体装料机基本构成及类型(二)灌装机类型1.按容器运动方式分类⚫旋转型------灌装机中的包装容器在灌装操作中绕机器主轴作旋转运动。灌装过程为完全连续式,生产能力大。回转体半径越大,其生产能力也越大。⚫直线移动型-------灌装机中的包装容器按直线方式移动。其灌装过程通常为间歇式,即灌装时,几瓶同时静止灌装,然后再同时离开灌装工位。这种灌装机的结构简单,适合于小批量多品种的生产。食品工厂机械与设备——第十一章包装机械设备一、液体装料机基本构成及类型(二)灌装机类型2.按灌装压力分①常压式②等压式③真空式每一类又因定量方式不同还可有不同型式。食品工厂机械与设备——第十一章包装机械设备二、定量方式与机构液体食品灌装机一般均采用容积式定量机构。根据液体性质和包装容器形状,容积式液体定量机构常有三种形式,即液位定量机构、量杯定量机构和定量泵定量机构。(一)液位定量机构(二)量杯式定量机构(三)定量泵定量杯机构食品工厂机械与设备——第十一章包装机械设备(一)液位定量机构液位定量原理液位定量机构的具体例子液位定量机构的特点食品工厂机械与设备——第十一章包装机械设备◼如图11.1所示。◼调节瓶内排气管口高度可控制液位,达到定量装料目的。◼液体进瓶内,通过排气管排出瓶内空气,◼液面上升至排气管口,因瓶上部气体不能排出,◼而根据连通器原理,液体还可从排气管上升,直到贮液槽液位为止。⚫原理(一)液位定量机构食品工厂机械与设备——第十一章包装机械设
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:48 页
- 大小: 1.143 MB
- 时间: 2023-07-04
-
机械工程学院机械设计系机械原理及设计(Ⅱ)第三章机械零件的强度2023年7月4日机械工程学院机械设计系第三章机械零件的强度§3-1预备知识§3-2疲劳曲线和极限应力线图§3-3变应力下零件的疲劳强度计算§3-4机械零件的接触强度机械工程学院机械设计系一.载荷分类外力F、转矩T、弯矩M、功率P等的统称。1.按其性质分:静载荷;动载荷2.按设计计算分:实际载荷:机器工作时实际承受的载荷名义载荷:按力学公式算出来的载荷P,T等计算载荷:Pca=k*P计算载荷名义载荷载荷系数式中如--P--P--KcaPKPca=PPKca故一般,1§3-1预备知识nP1055.9T6=如为名义载荷机械工程学院机械设计系σt二.应力分类1.静应力2.变应力a·稳定变应力b·不稳定变应力特点:σmax=σmin=σmσa=0;r=1机械工程学院机械设计系三.稳定变应力1.变应力的五个参数:σmax;σmin;σm;σa;rσmax--最大应力σmin--最小应力σm--平均应力σa--应力幅r--循环特征机械工程学院机械设计系1r1rmaxmin−=amammaxminamminammaxminmaxaminmaxmr22+−==−=+=−=+=2.关系:机械工程学院机械设计系3.分类:1)对称循环变应力1r0:maminmax−===−=特点2)脉动循环变应力0r02:minammmax====特点机械工程学院机械设计系3)非对称循环变应力特点:-1<r<1且r≠0中的任意值例:图示轴受载荷F作用a.轴不转b.轴转动试分析其应力情况(A点)静应力只能由静载荷产生,而变应力既可由变载荷产生,也可由静载荷产生。FA提示机械工程学院机械设计系§3-2疲劳曲线和极限应力线图强度准则是设计机械零件的最基本的准则,在前面已对强度准则进行了简介,静强度问题已经在材料力学中介绍了,本章重点介绍有关疲劳强度的知识。(本章是后面其它各章学习的共同基础,也是本书中的一个重点、难点)绝大多数的机械零件是在变应力状态下工作的。本章研究以下几个方面的问题:1.在给定的r条件下,找出循环次数N与应力σrN之间的关系。2.如何根据已知的条件,求出在不同的r时的疲劳极限σrN。机械工程学院机械设计系AB:N<103静强度破坏区:按静强
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:77 页
- 大小: 1.138 MB
- 时间: 2023-07-04
-
第二章离合器第二章离合器第一节离合器概述第二节摩擦离合器的构造和原理第三节摩擦离合器的操纵机构第四节摩擦离合器的检查与调整第五节摩擦离合器的常见故障第二章离合器第一节离合器概述一、离合器的功用1.保证汽车平稳起步汽车起步时,驾驶员缓慢抬起离合器踏板,使离合器的主、从动部分逐渐接合,与此同时,逐渐踩下加速踏板,以增加发动机的输出转矩,这样发动机的转矩便可由小到大地逐渐传给传动系。当牵引力足以克服汽车起步时的行驶阻力时,汽车便由静止开始缓慢加速,实现平稳起步。第二章离合器2.保证发动机顺利启动和变速器换挡平顺发动机在冷启动时,让离合器切断发动机与传动系的联系,减少了启动阻力,有利于发动机的启动。汽车在行驶过程中,由于行驶条件的变换,需要不断变换挡位。对于普通齿轮变速器,换挡时不同的齿轮副要退出啮合或进入啮合,这就要求换挡前踩下离合器踏板,中断发动机的动力传动,便于退出原有齿轮副的啮合,进入新齿轮副的啮合,以顺利换入新的挡位。第二章离合器3.防止传动系过载汽车紧急制动时,如果发动机与传动系刚性连接,则发动机转速将急剧下降,其所有零件将产生很大的惯性力矩,会造成传动系过载而使其机件损坏。有了离合器,当传动系承受载荷超过离合器所能传递的最大转矩时,离合器会通过主、从动部分之间的打滑来消除这一危险,从而起到过载保护的目的。第二章离合器二、对离合器的要求根据离合器的功用,它应满足下列主要要求:(1)具有合适的储备能力,既能保证可靠地传递发动机的最大转矩,又能防止传动系过载。(2)接合时应平顺柔和,保证汽车平稳起步,减少冲击。(3)分离时应迅速彻底,保证变速器换挡平顺和发动机启动顺利。(4)具有良好的通风散热能力,防止离合器温度过高。(5)旋转部分的平衡性好,且从动部分的转动惯量小。(6)操纵轻便,以减轻驾驶员的疲劳。第二章离合器三、离合器的分类汽车上应用的离合器主要有以下三种形式:(1)摩擦离合器,指利用主、从动件接触面间的摩擦作用来传递转矩的离合器。这种离合器目前在汽车上广泛采用。(2)液力偶合器,指利用液体作为传动介质的离合器。这种离合器原来多用于自动变速器,目前在汽车上已不再采用。(3)电磁离合器,指利用磁力传动的离合器。例如,在汽车空调中应用的就是这种离合器。第二章离合器四、摩擦离合器的基本组成和工作原理1.基本组成摩擦离合器由主动部分、从动部分、压紧机构和操纵机构四部分
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:100 页
- 大小: 1.136 MB
- 时间: 2023-07-04
-
精密機械加工原理超音波切割應用技術指導老師:林黎柏學生:林忠良69512006江旭祥69512035超音波切割應用技術適用於加工電子零部件(陶瓷類零部件)及光學零部件(光學電子零部件、光學通訊零部件)的超音波切割技術,該應用技術能夠對迄今為止針對加工困難的玻璃以及陶瓷等難切削材料進行切割加工。過去加工難切削材料時遇到的困難•由於發生切割刀片磨粒鈍化、及氣孔堵塞等現象,致使加工負荷增大。隨著加工負荷變大,會進一步增加加工物崩裂及毛邊的形成,及導致切割刀片發生破損,異常磨損以及加工物產生過熱現象。•為防止磨粒鈍化及氣孔堵塞等現象的發生,製程中就必須要求切割刀片產生適度的磨耗,所以使用樹脂類以外的結合劑就會比較困難達到此要求。即使在選擇磨粒尺寸時,也需要採用尺寸較大的#320~#600磨粒。超音波切割加工原理•採用超音波技術進行切割加工時,將安裝在主軸後方的超音波振動器所產生的前後振動,經過主軸及切割刀片的基台傳遞到切割刀片的外圓部分,並轉換成半徑方向上的膨脹運動。通過這種振動轉換方式,就能夠獲得超音波加工所需要的理想的振動方向。超音波切割加工原理•其結果是一邊使加工物表面產生微小的破碎層,一邊對其進行加工,因此能大幅度地降低切割刀片的加工負荷。另外,由於超音波的振動,致使切割刀片與加工物之間產生間隙,從而大大改善了磨粒的冷卻效果,並且可防止磨粒鈍化及氣孔堵塞等現象的發生,就能夠提高加工物的加工品質,並延長切割刀片的使用壽命。比較在加工鈉玻璃時的主軸電流值•加工條件加工物:鈉玻璃•厚度為1mm主軸轉速:12000rpm進刀量:0.5mm防止磨粒鈍化的效果加工石英玻璃時超音波ON/OFF的比較照片超音波OFF超音波ON在超音波ON的狀態下,能夠保持表面磨粒突出在外。由於切割刀片的端部被磨耗掉,使表面磨粒無法突出,從而導致磨粒鈍化現象的發生。超音波切割的優點•通過減少加工負荷,改善磨粒的冷卻狀況,就能夠獲得各種良好的效果。[加工條件]加工物:石英玻璃厚度為300μm切割刀片:#2000電鑄型主軸轉速:12000rpm超音波OFF超音波ON超音波切割的優點加工樹脂和金屬等韌性材料時,由於磨粒的冷卻效果和超音波的作用,也能夠抑制切削碎屑粘附在切割刀片的端部,從而能防止因氣孔堵塞而導致加工不良現象的發生超音波OFF超音波ON進刀速度:20㎜/sec(超音波ON)進刀速度:20㎜/s
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:10 页
- 大小: 1.136 MB
- 时间: 2023-07-04
-
www.cnzj5u.com煤矿提升、运输安全与事故预防景海龙主讲内容第一章矿井提升系统的组成和分类第一节概述第二节提升容器第三节井架和天轮第四节提升钢丝绳第五节矿井提升机第二章矿井提升运输安全第三章常见的机械故障及事故预防矿井提升设备的用途、组成及系统分类§1-1概述(二)矿井提升设备的主要组成矿井提升设备的主要组成部分有:提升机、提升容器、井架或井塔、天轮、钢丝绳以及装载和卸载装置。矿井提升设备是矿井运输系统中的咽喉设备,是井下与地面联系的主要工具。用途是:◆把井下煤和矸石沿井筒提升到地面;◆下放材料;◆在地面和井底之间升降人员、设备等。(一)矿井提升设备的用途(三)矿井提升系统根据提升方式的不同,矿井提升系统主要可分为以下几种。1.立井单绳缠绕式箕斗提升系统2.立井单绳缠绕式罐笼提升系统3.立井多绳摩擦式箕斗提升系统4.立井多绳摩擦式罐笼提升系统5.斜井箕斗提升系统6.斜井串车提升系统§4-2提升容器按结构我国煤矿竖井,主井普遍采用底卸式箕斗;主斜井多采用后壁卸载式箕斗。罐笼主要用于副井提升。箕斗罐笼矿车人车吊桶竖井箕斗斜井箕斗底卸式箕斗侧卸式箕斗翻转式箕斗后壁卸载式箕斗翻转式箕斗普通罐笼翻转式罐笼提升容器:直接装运煤炭、矸石、人员、材料及设备的工具。www.cnzj5u.comwww.cnzj5u.com二、箕斗(一)箕斗:仅用于提升煤炭1、箕斗主要组成:悬挂装置、斗箱、卸载闸门;立井多绳箕斗固定斗箱底部卸载式箕斗;优点:闸门结构简单、严密,卡箕斗产生断绳的可能性小,基本要求:①结构坚固,重量轻;②有足够的的刚度,能承受冲击载荷;③装卸速度快;④运行可靠,不撒煤,特别是闸门要可靠;⑤在井筒中容易布置,卸载时不使井架受力过大;用途:悬吊提升容器并传递动力。当提升绞车运转时通过钢丝绳带动容器沿井筒作上下直线运动。它直接关系到矿并的正常生产、人员的生命安全和运转的经济性,所以钢丝绳是矿山提升设备的一个重要组成部分。§4-4提升钢丝绳一、提升钢丝绳的结构、类型及使用范围钢丝绳是由一定数量的细钢丝捻成股,再用若干股捻成绳。绳的中间夹着纤维绳芯制成。一般由六个绳股组成。绳芯多用抗拉强度大的窨麻、剑麻、马尼拉麻制成,一般由3、4股捻成。采用这种绳芯,可以增加钢丝绳的柔软性,并且可以储存绳油,以便减少钢丝绳在工作时内部钢丝的磨损,并防止(一)钢丝绳的结构生锈
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:42 页
- 大小: 1.132 MB
- 时间: 2023-07-04
-
锻压1、对坯料施加外力,使其产生塑性变形、改变尺寸、形状及改善性能,用以制造机械零件或毛坯的成型加工方法。2、基本方式:①、锻造②、板料冲压③、轧制④、挤压⑤、拉拔3、特点:①、消除金属内部缺陷,改善金属组织,提高力学性能②、具有较高的生产效率③、节省金属材料、切削加工工时,提高材料利用率和经济效益④、适应性强⑤、成形困难,对材料适应性差,设备贵重,成本较高金属的可锻性:锻造金属时获得合格制品的难易程度。用塑性与变形抗力衡量。取决因素:金属本质、外界加工条件1、化学成分2、组织状态3、变形温度4、变形速度5、应力状态加热中易产生的缺陷⚫氧化:铁与氧化性气体反应,即烧损。要缩短加热时间或在还原性炉气中加热⚫脱碳:金属中碳与炉气中元素反应,造成的表面碳含量降低的现象。要采取快速加热,缩短高温段时间,尽快出炉锻造,涂护层⚫过热:加热温度过高、时间过长而引起的晶粒粗大的现象,可通过退火或锻打改善⚫过烧:钢加热到接近熔点温度并停留时间过长,氧化性气体渗入奥氏体晶界,造成晶界氧化或局部熔化的现象,无法补救自由锻:➢只用简单的通用性的工具或在锻压设备的上、下砧之间直接使坯料变形,从而获得所需几何形状及内部质量的锻件的成型方法。➢特点:⚫①、改善组织结构,提高力学性能⚫②、成本低、经济性好⚫③、工艺灵活,适用性强⚫④、尺寸精度低➢设备:⚫①、空气锤⚫②、水压机➢自由锻的工艺流程:绘制锻件图、坯料质量和尺寸计算、确定锻造工序、选择锻造设备、确定坯料温度范围、锻件的冷却与热处理、填写工艺卡1、绘制锻件图:主要考虑余量、余块、锻件公差锻件形状用粗实线表示,零件的轮廓用双点划线表示,尺寸上标出锻件的尺寸与公差,零件尺寸加括号标在尺寸线下面。模锻:利用模具使毛坯变形的锻造方法➢特点:与自由锻比①、生产效率高②、尺寸精度高,加工余量小③、可锻造形状复杂的锻件④、流线合理,可提高力学性能和寿命⑤、操作简单,劳动强度低但成本较高,工艺复杂,生产周期长,不能锻造大型锻件。适用于中小型锻件的大量生产压力机上模锻①、摩擦压力机上模锻②、曲柄压力机上模锻③、平锻机杠铃3、胎模锻①、摔模②、扣模③、套筒模④、合模模锻工艺规程一、绘制模锻件图1、确定分模面:①、保证锻件取出顺利②、不易发生错模③、模膛深度最浅④、最好为平直面2、加工余量与锻造公差:比自由锻小3、确定模锻斜度4、确定圆角半径5、冲孔连皮第五节板
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:25 页
- 大小: 1.136 MB
- 时间: 2023-07-04
-
第一节定轴轮系的传动比计算轮系:用一系列互相啮合的齿轮将主动轴和从动轴连接起来,这种多齿轮的传动装置称为轮系。轮系定轴轮系(普通轮系)周转轮系复合轮系定+周周+周如图所示,在轮系运转时各齿轮几何轴线都是固定不变的,这种轮系称为定轴轮系。一、轮系的分类如图所示,在轮系运转时至少有一个齿轮的几何轴线绕另一几何轴线转动,这种轮系称为行星轮系。复合轮系所有主动轮齿数的乘积所有从动轮齿数的乘积=15i二、轮系的传动比A——输入轴B——输出轴BABAABnni==(二)定轴轮系的传动比计算轮系中,输入轴(轮)与输出轴(轮)的转速或角速度之比,称为轮系的传动比,通常用i表示。因为角速度或转速是矢量,所以,计算轮系传动比时,不仅要计算它的大小,而且还要确定输出轴(轮)的转动方向。(一)轮系的传动比输出轴转向的表示:1、首末两轴平行,用“+”、“-”表示。惰轮:不改变传动比的大小,但改变轮系的转向2、首末两轴不平行用箭头表示输出轴转向3、所有轴线都平行所有主动轮齿数的乘积所有从动轮齿数的乘积mi)1(51−==m——外啮合的次数第二节行星轮系的传动比计算一、行星轮系的构成由行星轮、中心轮、转臂和机架组成。行星轮绕自身几何轴线回转(自转),同时随转臂绕中心轮轴线回转(公转)。132太阳轮行星轮行星架OH312H312二、行星轮系传动比的计算周转轮系及转化轮系中各构件的转速原来的转速n1n2转化轮系中的转速nHH=nH-nH=0构件名称太阳轮1行星轮2太阳轮3行星架Hn3nHn1H=n1-nHn2H=n2-nHn3H=n3-nH由于转化轮系为定轴轮系,故根据定轴轮系传动比计算式可得轮1、3传动比为:该结论可推广到周转轮系的转化轮系传动比计算的一般情况:11轮1至轮之间各对齿轮的从动轮齿数连乘积(1)轮1至轮之间各对齿轮的主动轮齿数连乘积HmHkkHnnkinnk−==−−+3.对于差动轮系,必须给定n1、nk、nH中任意两个(F=2,两个原动件),运动就可以确定。对于简单周转轮系,有一太阳轮固定(nk=0),在n1、nH只需要给定一个(F=1,需要一个原动件),运动就可以确定。1.公式只适用于平面周转轮系。正、负号可按画箭头的方法来确定,也可根据外啮合次数还确定(-1)m。对于空间周转轮系,当两太阳轮和行星架的轴线互相平行时,仍可用转化轮系法来建立转速关系式,但正、负号应按画箭头
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:22 页
- 大小: 1.131 MB
- 时间: 2023-07-04
-
机械通气并发症及其防治中南大学湘雅医院内科陈琼TheInternalMedicineofXiangYaHospital,CSU机械通气临床应用使不少呼吸衰竭患者的生命得以挽救或延长,但机械通气也带来不少并发症,有如下常见并发症。◆呼吸机相关肺炎◆机械通气与肺损伤◆人工气道并发症◆呼吸系统并发症◆循环系统并发症◆消化系统并发症◆肾脏并发症◆营养方面并发症(一)呼吸机相关肺炎⚫呼吸机相关肺炎(ventilatorassociatepneumonia,VAP)是临床机械通气的常见并发症之一,也是其治疗失败的重要原因之一。⚫VAP的易发因素有:通气时间长,存在慢性基础性疾病,尤其是COPD、营养不良、先前因感染用过多种抗生素、胃液吸入、应用H2-受体拮抗剂和质子泵抑制剂、多脏器功能衰竭等。VAP危险因素有:(1)病人血清蛋白≤22g/L;(2)最大呼气末压≥7.5cmH2O;(3)MV时未给予抗生素治疗;(4)上呼吸道菌群为革兰阴性杆菌;(5)长期吸烟者;(6)MV时间≥7d者。若有复合性因素存在,VAP的患病危险性更大。VAP的发病率:MV并发VAP在20%~50%之间,并随机械通气天数增加,发病率增多。VAP细菌菌种情况:革兰氏阳性球菌主要是肺炎链球菌、葡萄球菌;革兰氏阴性杆菌主要是流感嗜血杆菌、肠道革兰阴性杆菌和铜绿假单菌。VAP预防措施如下:(1)减少或消除口咽部及胃腔病原菌的定植吸入(VAP的病原菌重要来源);(2)改进应激性溃疡防治方法;(3)声门下分泌物的引流;(4)控制气管导管生物被膜(biofilm,BF)的形成;(5)选择性消化道脱污染(selectivedigestivedeconta-mintion,SDD);理想的SDD方法所选用的抗生素应具备以下特点:①抗菌谱应覆盖肠杆菌科、假单胞菌属和不动杆菌的细菌。②粘膜表面不或很少吸收,以保证肠腔内较高的抗生素浓度。③必须是杀菌剂,因为在胃肠道中没有调节抗菌活性作用的白细胞,其杀菌作用完全有赖于抗菌药物本身的作用。④具有选择性的抗菌活性即不影响厌氧菌群。⑤药物不易被胃肠道内容物灭活。目前常用的SDD用药(粘膜不吸收抗生素):妥布霉、多粘菌素E、二性霉素B需注意的是:①一般认为SDD可降低VAP发病率,但能否降低VAP的病死率仍有争议。②此外SDD是一种预防性使用抗生素的措施,耐药性的产生,是不少对SDD持谨
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:33 页
- 大小: 1.131 MB
- 时间: 2023-07-04
-
第一章机械运动授课教师:李洪利你的眼睛会欺骗你1km=103mmkmdmcmmmμmnm1m=10dm1dm=10cm1cm=10mm1m=106μm=109nm常用长度单位之间的换算1mm=103μm1μm=103nm§1.1长度和时间的测量在下列数据后面填上适当的单位:某同学的身高是1.67;物理书的长度是2.52;一支铅笔的长度是18;一节5号电池的高约0.6;人正常步行时,一步长约0.6;活动细铅笔芯的直径约为0.6。1.试一试:你对长度单位的掌握在下列数据后面填上适当的单位:某同学的身高是1.67;物理书的长度是2.52;一支铅笔的长度是18;一节5号电池的高约0.6;人正常步行时,一步长约0.6;活动细铅笔芯的直径约为0.6。1.试一试:你对长度单位的掌握dmmdmcmmmm2.长度单位换算一张纸的厚度为7.5×10-5m=μm=Km珠穆朗玛峰的高度为8844.43m=Km=mm2.长度单位换算一张纸的厚度为7.5×10-5m=μm=Km珠穆朗玛峰的高度为8844.43m=Km=mm757.5×10-88.844438.84443×106长度的测量工具观察你的刻度尺,回答下面的问题:1、它的量程,也就是它的测量范围是多少?2、它的分度值(相邻两刻度线之间的长度)是多少?3、零刻度是否磨损。会选根据需要选择合适量程和分度值的刻度尺。0cm123456789100cm12345678910会放0cm12345678910会看会读会读会读2.78cm2.8cm会记数字+单位木块B的长度是:;木块B的长度是:.你能读出下列物体的长度吗?练习说出下列各组数据的分度值1.732m2.35dm12.52cm10.235dm60dm练习说出下列各组数据的分度值1.732m1cm2.35dm1cm12.52cm1mm10.235dm1mm60dm1m活动:用刻度尺测量物理书的宽度注意:会选、会放、会看、会读、会记误差测量值与真实值之间的差异叫误差。误差不可以避免。活动:用刻度尺测量纸张的厚度想一想:如何测出一张纸的厚度?测多算少法(累积法)测量长度的特殊方法⒈测出整本书的厚度H;⒉算出纸的张数N;⒊一张纸的厚度D=H/N。测多算少法(累积法)测较短的曲线,例如地图册上的铁路线长化曲为直法(替代法)组合法(适于测圆、圆柱体的直径和圆锥体的高)1、下列哪个长度最接近于18cm
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:41 页
- 大小: 1.127 MB
- 时间: 2023-07-04
-
教学重点1.了解先进制造技术的特点、体系结构和发展趋势。2.理解计算机辅助工艺规程设计的分类。3.明确计算机辅助工艺规程设计的基本工作过程和设计步骤。4.了解先进制造技术和自动化工艺设计系统。教学难点了解先进制造技术和自动化工艺设计系统。课时安排4学时主要概念▪1.创成式CAPP系统▪2.成组编码法▪3.型面描述法▪4.工艺数据库第12章先进制造技术简介1.先进制造技术的综合性先进制造技术不是一项具体的制造技术,而是将各种与制造相关的技术集合成一个整体,并贯穿到从市场分析、产品设计、加工制造、生产管理、市场营销、维修服务直至产品报废处理、回收再生的生产全过程。先进制造技术特别强调计算机技术、信息技术和现代管理技术在制造中的综合应用,特别强调人的主体作用,强调人、技术、管理的有机结合。12.1先进制造技术概述12.1.1先进制造技术的特点2.先进制造技术的实用性先进制造技术的发展往往是针对某一具体的制造业(如汽车制造、电子工业)的需求而发展起来的先进、实用的制造技术,有明确的需求导向特征;先进制造技术不是以追求技术的高新为目的,而是注重产生最好的实践效果,以提高效益为中心,以提高企业的竞争力和促进国家经济增长和增强综合实力为目标。3.先进制造技术的集成性先进制造技术由于专业、学科间的不断渗透、交叉、融合,界限逐渐淡化甚至消失,技术趋于系统化、集成化,已发展成为集机械、电子、信息、材料、管理、人文科学为一体的新兴交叉学科,这些科学将改变着机械制造的面貌,而机械制造技术的发展又为这些科学提供新的工具,进一步促进这些科学的发展。第12章先进制造技术简介第12章先进制造技术简介4.先进制造技术的动态性先进制造技术没有一个固定的模式,是针对一定的应用目标,不断地吸收各种高新技术,并将其渗透到制造系统的各个部分和制造活动的整个过程,而逐渐形成、不断发展的新技术,因而其内涵不是绝对的,也不是一成不变的。反映在不同的时期,先进制造技术有其自身的特点。5.先进制造技术应用的广泛性先进制造技术包括了设计技术、自动化技术、系统管理技术,并将其综合应用于制造的全过程,覆盖了产品设计、生产准备、加工与装配、销售使用、维修服务甚至回收再生等整个过程。6.先进制造技术的系统性先进制造技术比传统的制造技术更加重视技术与管理的结合,更加重视制造过程组织和管理体制的简化以及合理化,从而产生了一系列先进的
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:17 页
- 大小: 1.127 MB
- 时间: 2023-07-04
-
机械制造装备设计绪论一、制造业1、大制造的概念2、制造业市场竞争的新特点3、制造业面临的严峻形势二、机械制造1、机械制造的作用、地位和发展趋势2、制造业与制造装备的关系及制造装备的发展、作用3、机械制造装备的主要功能及组成4、机械制造装备设计课程的研究对象1、“大制造”——便于从“系统”高度对待传统制造业面临的问题1)时空范围的扩展■时间尺度:从产品的市场需求到最终的报废处理。■空间尺度:●从市场——产品结构计划——产品设计开发——制造装配——市场;●从企业内部——企业之间——全球化。一、制造业1、“大制造”——便于从“系统”高度对待传统制造业面临的问题2)制造业的范围■制造企业包括传统制造业和新兴制造业:●传统制造业:机械、冶金、化工····;●新兴制造业:信息制造业、生物产品制造业·····;重点:对我国传统制造业的改造和振兴,对新兴制造业也有用。1、“大制造”——便于从“系统”高度对待传统制造业面临的问题3)制造业的类型■制造业不仅是机械类型的制造业,大制造的范围:●机械、电子类(汽车、飞机、家电)离散制造业;●石油、化工等流程(或连续)制造业;●钢铁等混合制造业;1、“大制造”——便于从“系统”高度对待传统制造业面临的问题4)竞争力的强弱是制造业的主要标准竞争力的体现:●产值排名;●利润/单位资产;●新产品贡献率;·········企业竞争力是一个综合性的问题,即系统问题,因此系统观点有助于解决制造业面临的问题。结论:现代制造业——制造业不断吸收信息技术及现代管理等方面的成果,并将其综合用于市场开发、产品设计、制造、检测、管理、销售、使用、服务及回收的制造全过程——集中了最新技术和管理2、制造业市场竞争的新特点知识——技术——产品的更新周期更短年数10864278808284868890929496时间平均产品寿命TL平均开发时间TDTD﹥TL3、严峻的形势1)世情——国际制造业的发展迅速,其标志性进展是波音777飞机的设计与制造2)国情——几个统计数字1)世情——国际制造业的发展迅速,其标志性进展是波音777飞机的设计与制造■全数字化定义——无纸生产;■数字化预装配——无金属样机的生产(虚拟制造的一部分);■广域网上的异地设计、异地制造;■基于STEP的数据交换;■协同工作小组Teamwork238个;●设计制造周期大大缩短:4.5年(而波音757、767
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:46 页
- 大小: 1.128 MB
- 时间: 2023-07-04
-
第7章机械制造工艺过程第页机械制造技术第5节机械加工工序设计共39页第7章机械制造工艺过程第页机械制造技术第5节机械加工工序设计共39页7.5.1加工余量的确定7.5.2工序尺寸及其公差的确定7.5.3工艺尺寸链的计算目录7.5机械加工工序设计第7章机械制造工艺过程第页机械制造技术第5节机械加工工序设计共39页7.5机械加工工序设计7.5.1加工余量的确定1.加工余量的基本概念加工余量是指加工时从加工表面上切除的金属层总厚度。加工余量可分为工序余量和总余量。(1)工序余量。工序余量是指某一表面在一道工序中切除的金属层厚度,即相邻两工序的尺寸之差,如图1所示。1第7章机械制造工艺过程第页机械制造技术第5节机械加工工序设计共39页图1工序余量(平面)对于外表面:Zb=a-b(图1a);对于内表面:Zb=b-a(图1b)式中Zb——本工序的工序加工余量;a——前工序的工序尺寸;b——本工序的工序尺寸;2第7章机械制造工艺过程第页机械制造技术第5节机械加工工序设计共39页图2工序余量(圆)66上述表面的加工余量为非对称的单边加工余量,旋转表面(外圆和孔)的加工余量是对称加工余量,对称加工余量是双边加工余量。对于轴,2Zb=da-db对于孔,2Zb=db-da式中:Zb——半径上的加工余量da——前工序的加工表面直径;db——本工序的加工表面直径。3第7章机械制造工艺过程第页机械制造技术第5节机械加工工序设计共39页基本余量或称公称余量66由于毛坯制造和各个工序尺寸都存在着误差,因此,加工余量也是个变动值。当工序尺寸用基本尺寸计算时,所得到的加工余量称为基本余量或称公称余量。若以极限尺寸计算时,所得余量会出现最大或最小余量,其差值就是加工余量的变动范围。如图1a所示,以外表面单边加工余量为例,其值为Zbmin=amin-bmax;Zbmax=amax-bmin式中:Zbmin——最小加工余量,Zbmax——最大加工余量amin——前工序最小工序尺寸;bmin——本工序最小工序尺寸amax——前工序最大工序尺寸;bmax——本工序最大工序尺寸4第7章机械制造工艺过程第页机械制造技术第5节机械加工工序设计共39页基本余量或称公称余量66图3表示了工序尺寸公差与加工余量间的关系。余量公差是加工余量的变动范围,其值为Tzb=Zbmax-Zbmin=(amax-bmin)-(amin-
- 浏览量:0
- 下载量:0
- 价格: 15.00 元
- 页数:41 页
- 大小: 1.124 MB
- 时间: 2023-07-04

 辽公网安备 21102102000191号
辽公网安备 21102102000191号
 营业执照
营业执照

